
Abstract
The purpose of this study was to evaluate the effect of moisture permeability of different elastomer formulation stoppers, which had different moisture absorption abilities, on the increase of moisture content inside lyophilized vials during long-term storage under humid conditions. Two different elastomer formulation stoppers (high-moisture and low-moisture uptake stoppers) were compared. The increased amount of moisture content inside lyophilized vials fitted with high-moisture stoppers was higher than those fitted with low-moisture stoppers during the early stage of storage. However, this trend was reversed during the later stage of storage. Our data show that the moisture increase inside the lyophilized vials at the early stage was caused by moisture transfer from the stoppers, whereas the later moisture increase was caused by external moisture permeation through the stoppers. Results indicate that the difference in the moisture uptake profile inside the lyophilized vials at each period of storage was caused by the moisture absorption ability and moisture permeation ability of the two elastomer formulation stoppers. In terms of long-term storage stability under humid conditions, our data indicate that external moisture permeating through the stopper into the lyophilized vial during the late stage was the more important factor. In addition, the increase in moisture content at the early stage was controlled by stopper drying time. Furthermore, stopper drying time did not have an effect on moisture permeation at the late stage. Moisture permeation during the storage period appears to be dependent on the different elastomer formulations of the stoppers.
The moisture permeation of different elastomer stoppers was an important factor in terms of the increased moisture content inside the lyophilized vials during the late stage of long-term storage under humid conditions. For lyophilized products stored at room temperature, the moisture permeation ability of the stopper is one of the most important factors for long-term storage stability.
Introduction
Lyophilization significantly increases the shelf life of protein pharmaceuticals. The presence of large amounts of moisture in lyophilized products induces protein aggregation, thus compromising stability (1, 2).
Increased moisture content in lyophilized products during long-term storage has been identified as a major problem (3). Three potential factors are thought to contribute to the observed increase in moisture content of lyophilized products: (i) moisture leakage at the stopper/vial sealing point, (ii) moisture permeation through the stopper, and (iii) moisture transfer from the stopper (4). Of these three factors, moisture transfer from the stopper and moisture permeation through the stopper are thought to be the most important (4, 5). The probability of moisture leakage is low (4).
It has been shown that stopper moisture content is increased during autoclaving and storage, but decreased by drying (6–9). These changes to the moisture content of the stopper depend on the elastomer formulation (6–9). Low-moisture (LM) and high-moisture (HM) uptake stoppers are characterized by moisture absorption during processing and storage of the stoppers (9). Previous work has shown that controlling the drying condition of the stoppers can reduce moisture transfer from the stopper to the lyophilized product and thereby suppress the increase of moisture content within the vial (9–11). The moisture transfer from the stopper to the lyophilized product is extremely rapid during the storage period and depends on the stopper moisture content and storage temperature (5, 9–11).
It has been shown that external moisture permeates into the lyophilized vial through the stopper under humidification (4, 6). Moisture permeability of the stopper differs according to the elastomer formulation, which can be evaluated by the corresponding diffusion coefficient (12). Without humidification, the amount of permeated moisture through the stopper is low and has little effect on long-term storage stability of lyophilized products. However, according to the ICH (International Conference on Harmonization of Technical Requirements for Registration of Pharmaceuticals for Human Use) guideline Q1A (R2): Stability Testing of New Drug Substances and Products, “In general, a drug product should be evaluated under storage conditions (with appropriate tolerances) that test its thermal stability and, if applicable, its sensitivity to moisture or potential for solvent loss” (13). In general, long-term storage tests should be conducted at 25 ± 2 °C/60 ± 5% relative humidity (RH) or 30 ± 2 °C/65% ± 5% RH. The effect of permeated external moisture on long-term storage stability of lyophilized products is recognized as a major concern.
The purpose of this study was to evaluate the effect of moisture permeability of different elastomer formulation stoppers, which had different moisture absorption abilities, on the increase of moisture content inside lyophilized vials during long-term storage under humid conditions. Furthermore, the effects of stopper drying time on moisture permeation through the stopper and moisture permeation time of different elastomer formulation stoppers were examined. Finally, the mechanism of the increase of the moisture content inside a lyophilized vial is considered.
Materials and Methods
Materials
The study used two 14.5-mm-diameter lyophilization stoppers which outside diameter of the stopper leg was controlled within 9.70 ± 0.2 mm; (i) HM uptake stopper = D713 butyl rubber, V5-F8W, two-leg configuration with Flurotec® film on top and on the product contact surface, RB2-TR: Silicone coating (Daikyo Seiko, Tokyo, Japan); (ii) LM uptake stopper = D777-1 butyl rubber, V5-F8W, two-leg configuration with Flurotec® film on top and on the product contact surface, RB2-TR: Silicone coating (Daikyo Seiko). The study used 3-mL glass vials which neck diameter was controlled within 9.10 ± 0.30 mm (Murase Glass Co., Tokyo, Japan). The container–closure integrity was verified by dye ingress method that modified the European Pharmacopoeia 3.2.9. Self-sealing test.
Lyophilization Experiments
One milliliter of the protein drug formulation that contained 25 mg D-mannitol (Towa Chemical Industry Co., Tokyo, Japan), 10 mg L-arginine (Ajinomoto Co., Tokyo, Japan), 10 mg L-phenylalanine (Ajinomoto Co.), 1 mg L-methionine (Ajinomoto Co.), 0.1 mg MONTANOX 20® PPI (SEPPIC, Paris, France), and a pH adjuster were placed into a glass vial. Stoppers were autoclaved at 121 °C for 20 min by autoclave apparatus SM510 (Yamato Scientific Co., Tokyo, Japan). The stoppers were then dried at 80 °C for an appropriate time for each study condition using a dry-heat oven SG82 (Yamato Scientific Co.) from 1 h 50 min to 25 h 30 min. The stoppers were partially inserted into the vials and the solutions were lyophilized in a lyophilizer Trio-Master2 A-04 (Kyowa Vacuum Engineering, Tokyo, Japan). The protocol for sample lyophilization was as follows. Samples were frozen at −40 °C for 2 h, with primary drying at −20 °C for 18 h at 75 mTorr. Secondary drying was at 23 °C for 28 h at 45 mTorr. Finally, samples were dried at 30 °C for 10 h at 45 mTorr. Sealing the vials in the lyophilizer was performed while venting with dry nitrogen gas. The lyophilized samples were capped using aluminum caps (Hisa Metal Industry, Osaka, Japan).
The samples were stored at 30 °C under different humidity conditions: 0% RH maintained by means of silica gel, 65% RH maintained by means of thermo-humidistat, and 97% RH maintained by means of a saturated solution of potassium sulfate. Experimental conditions for each study are described in Table I.
The Experimental Conditions Used for Each Study
Karl Fischer Titration
Moisture content inside the lyophilized vials was determined by dissolving lyophilized cake with 3 mL of AQUAMICRON® Solvent FM (Mitsubishi Chemical Co., Tokyo, Japan) and titrating with a Karl Fisher moisture meter CA-100 (Mitsubishi Chemical Co.). The moisture content inside the lyophilized vial of each sample was determined and the average value from three lyophilized vials was calculated.
Stopper Experiments in Process
Stoppers were autoclaved at 121 °C for 20 min and dried at 80 °C up to 24 h using instruments as described earlier. Ten stoppers were weighed before and after the autoclave process and after 2, 4, 6, 21, and 24 h of drying. The weight changes of the stoppers were calculated as 0 mg/stopper before the autoclave process.
Stopper Experiments in Storage
Stoppers were autoclaved at 121 °C for 20 min and dried at 80 °C for 2 or 24 h using instruments as described earlier. Stoppers were then treated as previously described for the lyophilization process. Ten stoppers were stored at 30 °C/65% RH. The stoppers were weighed before storage and then 7, 14, 28, 65, and 91 days after storage. The stopper weight data was normalized to reflect an initial moisture level of 0 mg/stopper. The weight changes of the stoppers were then calculated.
Results and Discussion
Impact of Stopper Elastomer Formulations on the Moisture Content inside Lyophilized Vials
The moisture contents inside the lyophilized vials using LM stoppers were initially lower than those using HM stoppers, but this trend was reversed in the later stages of storage. And our data indicated that the difference in the moisture uptake profile inside the lyophilized vials was caused by the moisture absorption ability and moisture permeation ability of the two elastomer formulation stoppers.
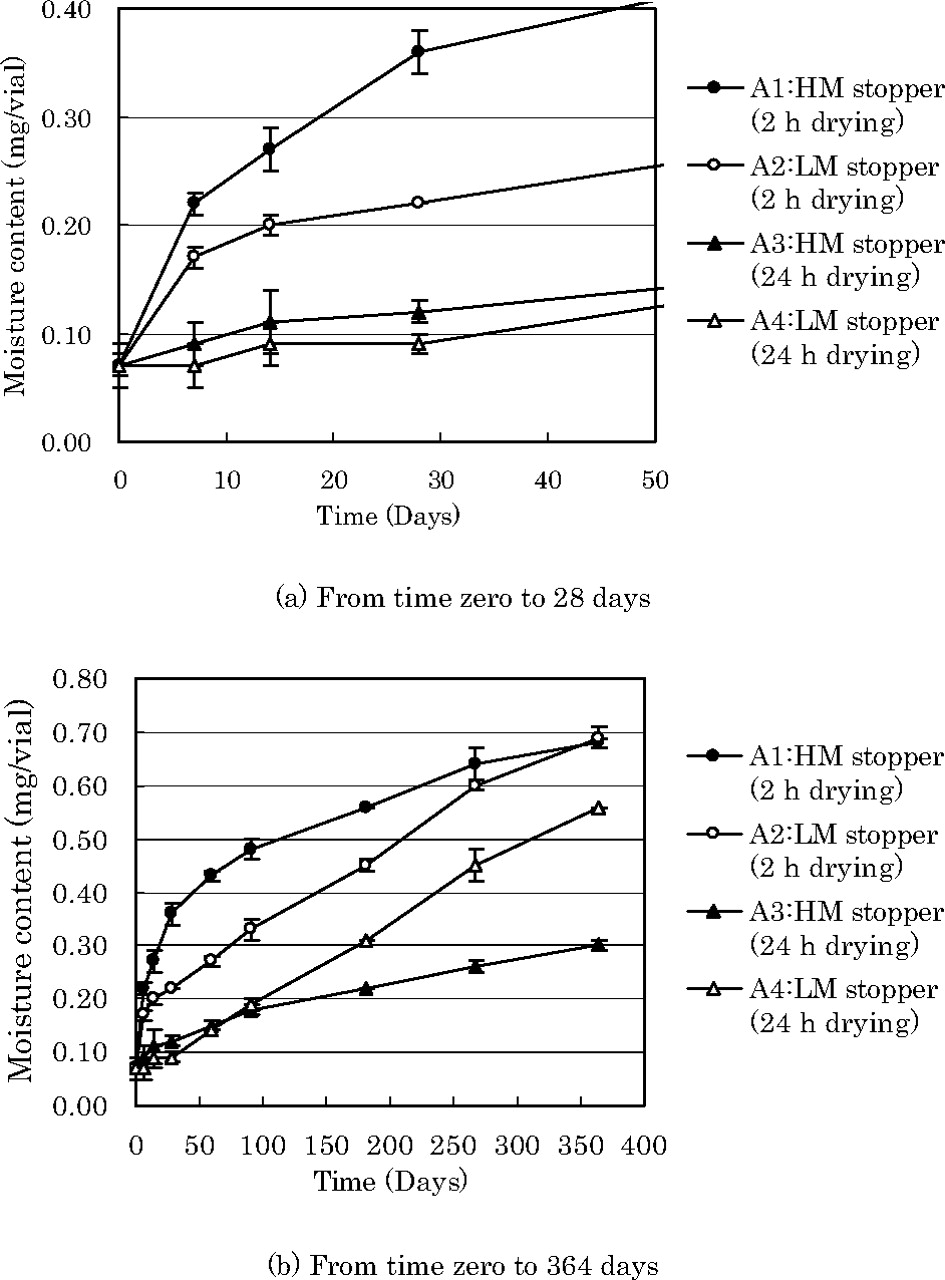
As shown in Figure 1a, during the early stages of storage (from time zero to 28 days) the increased amount of moisture content inside lyophilized vials fitted with HM stoppers was greater than those fitted with LM stoppers. However, at the late stage of storage (from 91 days to 364 days) the increased amount of moisture content was greater for vials fitted with LM stoppers compared with those fitted with HM stoppers (Figure 1b). We believe that the moisture increase inside the lyophilized vials at the early storage stage was caused by moisture transfer from the stoppers, whereas further moisture increase at the late storage stage was caused by external moisture permeation through the stoppers.
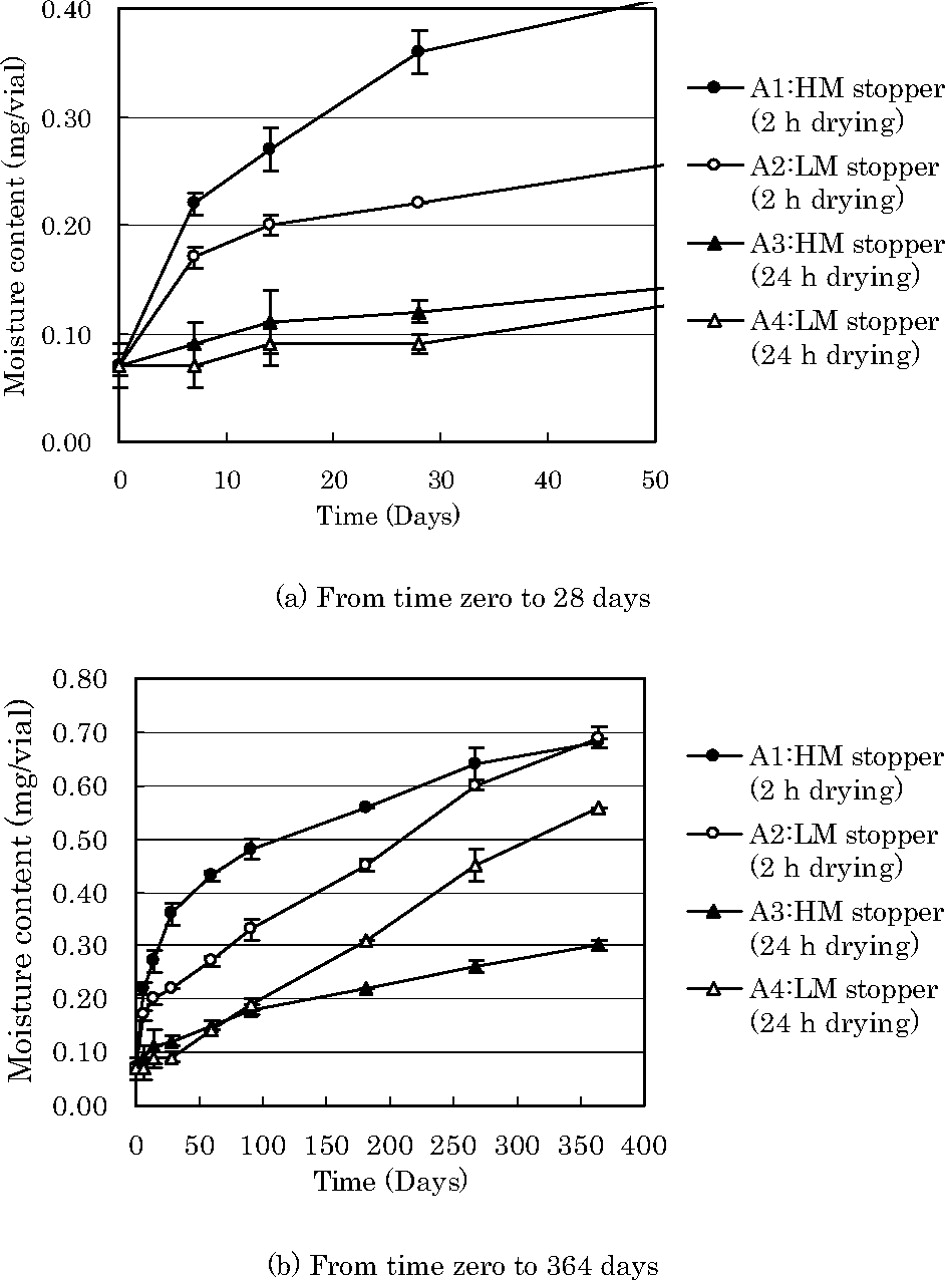
Moisture content inside lyophilized vials using HM stoppers and LM stoppers stored at 30 °C/65% RH.
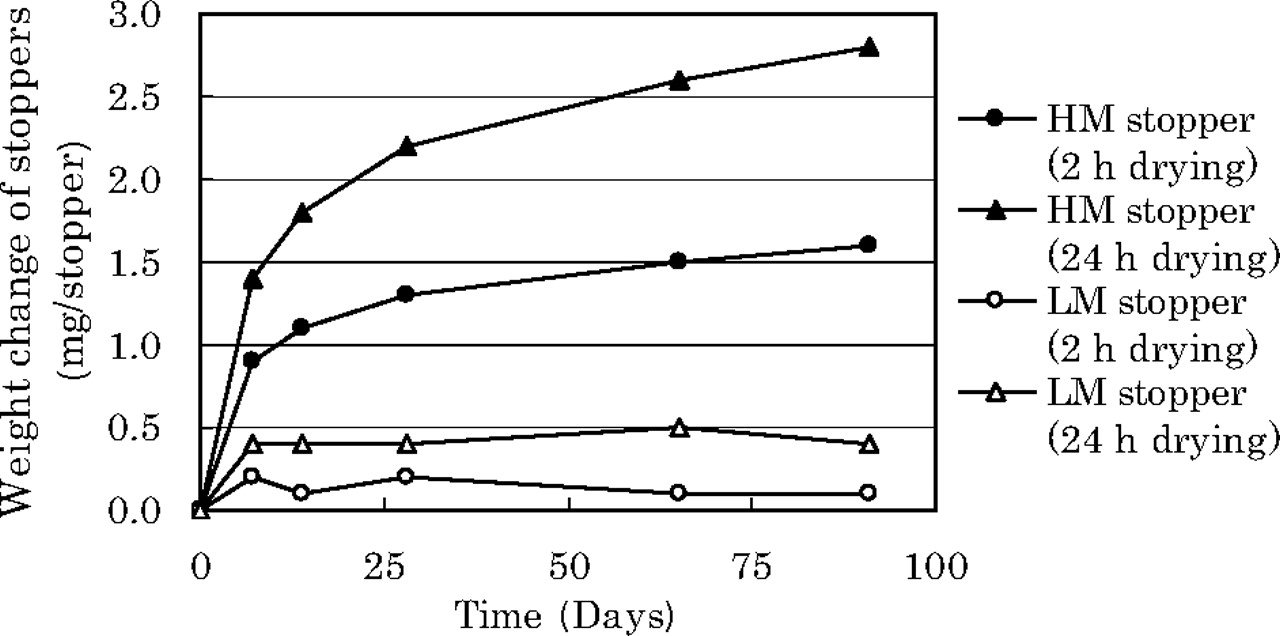
The variation in the moisture uptake profile inside the lyophilized vials between LM and HM stoppers during the early stage of storage is thought to be due to differences in the moisture absorption abilities of each stopper. As shown in Figure 2, LM stoppers absorbed less moisture than HM stoppers. Equilibrium times of weight change during the drying process were approximately 6 h and 21 h for LM stoppers and HM stoppers, respectively. Hence, LM stoppers were able to dry in a shorter period of time than HM stoppers. In conclusion, LM stoppers absorbed less moisture during the autoclaving process and dried much faster than HM stoppers. Therefore, less moisture was transferred from the stopper to the inside of the lyophilized vial. Similar results were also shown in a previous study (9).

Weight changes of stoppers dried at 80 °C after autoclaving.
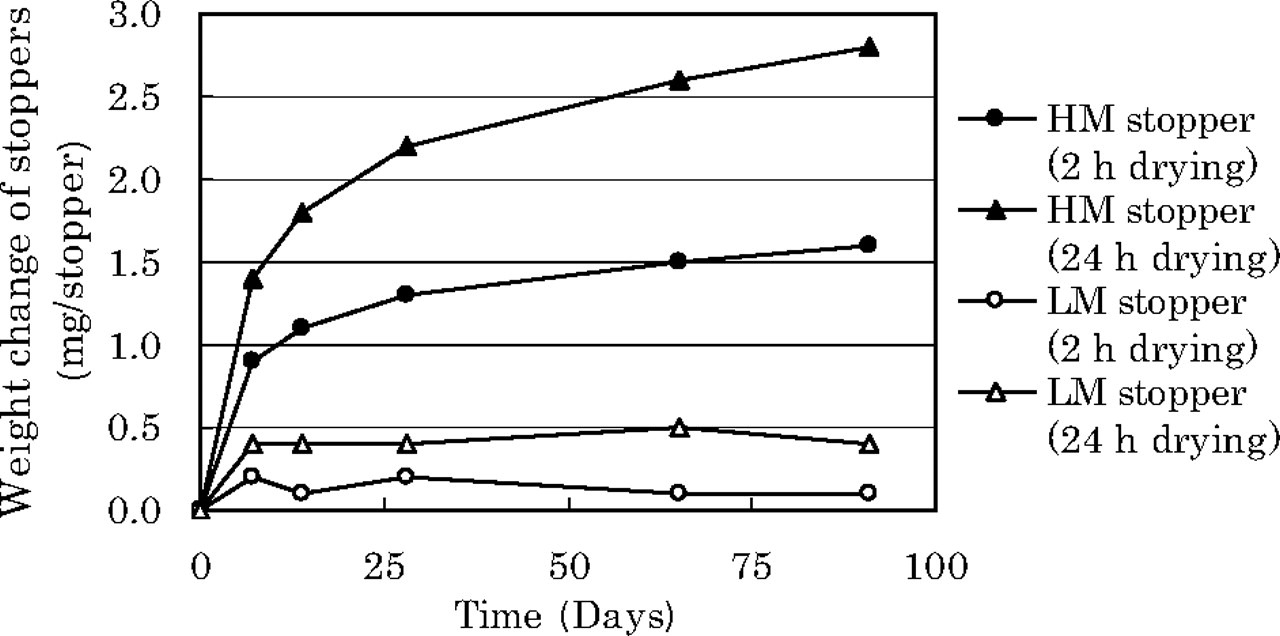
The observed difference between the moisture uptake profile inside the lyophilized vials using LM and HM stoppers at the late stage of storage is thought to be related to the moisture permeation ability of each stopper. As shown in Figure 3, HM stoppers were able to absorb a high amount of moisture. Furthermore, the time taken for the stopper moisture absorption to reach an equilibrium level was 91 days for the HM stoppers and nearly 7 days for the LM stoppers. HM stoppers absorbed large amounts of moisture and exhibited a low speed of saturation. The diffusion coefficients can be estimated from these absorption curves (12), and the diffusion coefficient of HM stoppers is lower than that of LM stoppers. Our results are in good agreement with a previous study that showed low moisture permeation stoppers were often able to take up significant amounts of moisture (12).
Weight change of the stoppers stored at 30 °C/65% RH.
For long-term storage under humid conditions, our results indicate that external moisture permeated through the stopper into the lyophilized vial at the late stage of storage. Furthermore, this permeation through the stopper appears to be more important than the earlier moisture transfer from the stopper to the inside of the lyophilized vial.
Effect of Stopper Drying Time on Moisture Permeation through the Stopper
As shown in Figure 4, during the early stage of storage (initial 93 days) the increased amount of moisture content inside the lyophilized vial was correlated with the stopper drying time. By contrast, there was no correlation between the increased amount of moisture content inside the lyophilized vial and the stopper drying time during the later storage period (from 93 days to 184 days). Thus, our results indicate that the increase in moisture content at the early stage was dependent on the stopper drying time, but this was not related to the moisture permeation observed at the late stage.
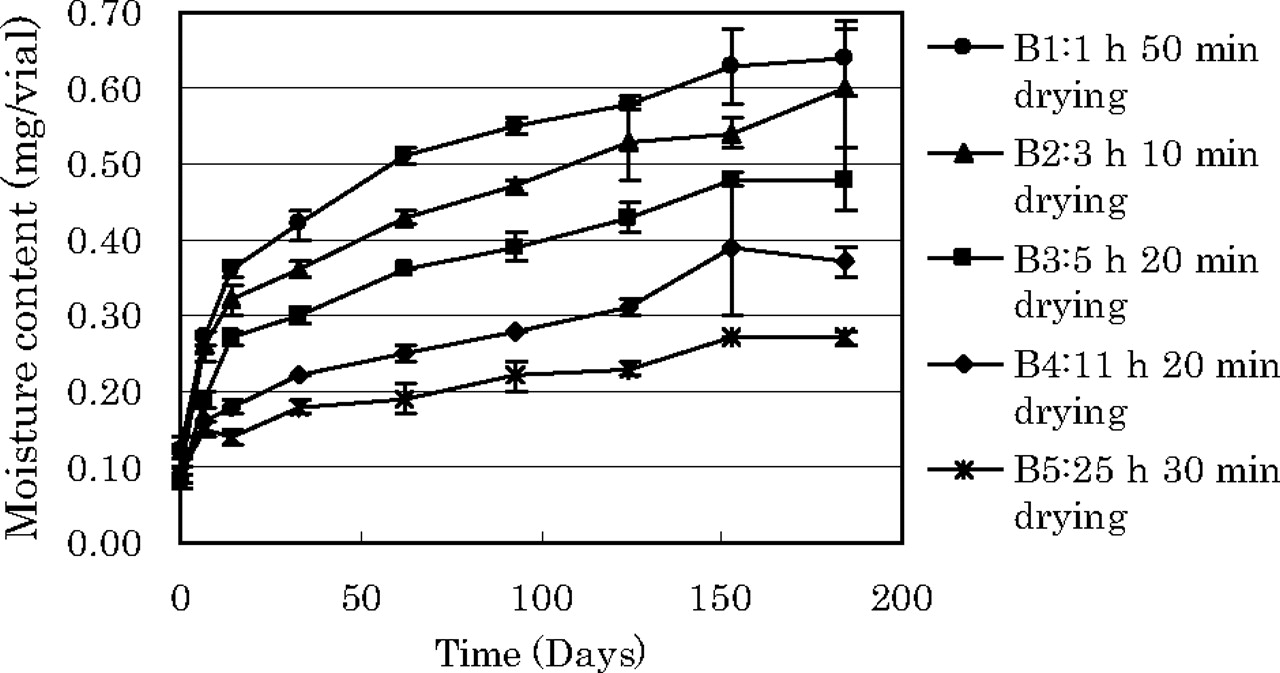
Moisture content inside lyophilized vials using different drying times of HM stoppers stored at 30 °C/65% RH.
The moisture in the stopper was transferred to the inside of the lyophilized vial at the early stage of storage, which depended on the stopper drying time. These conclusions are in good agreement with previous studies (9, 11).
Effect of Stopper Elastomer Formulations on Moisture Permeation through the Stopper
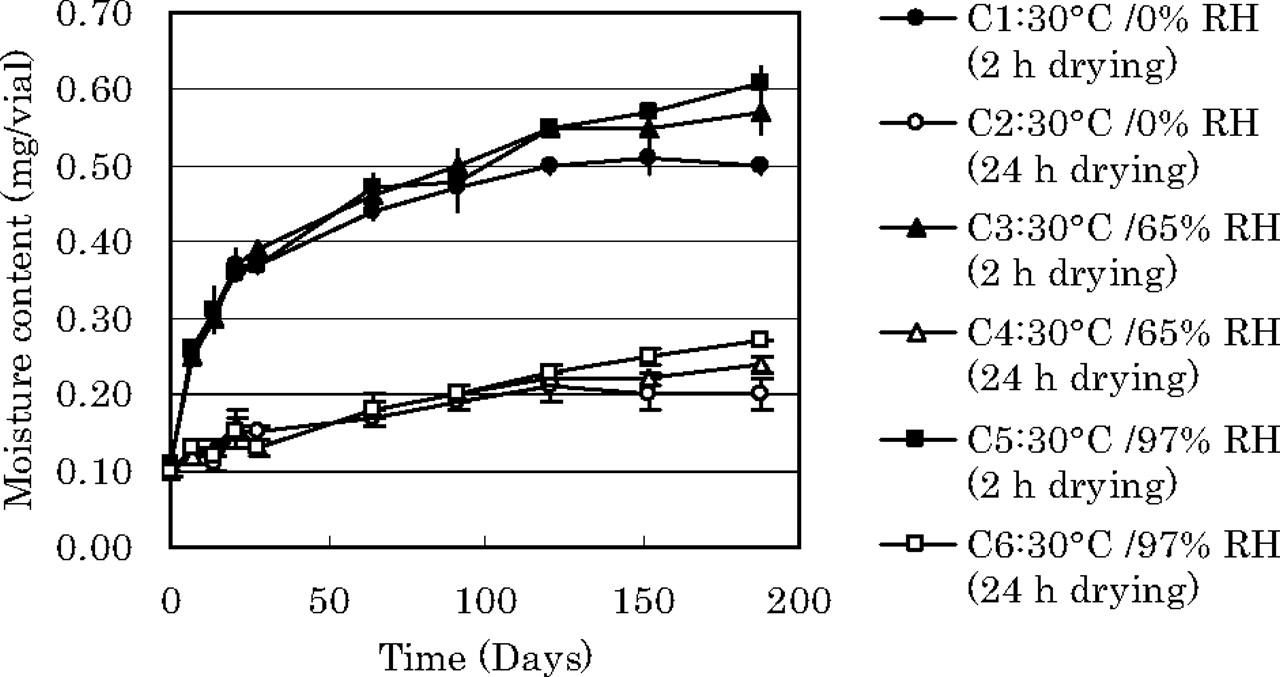
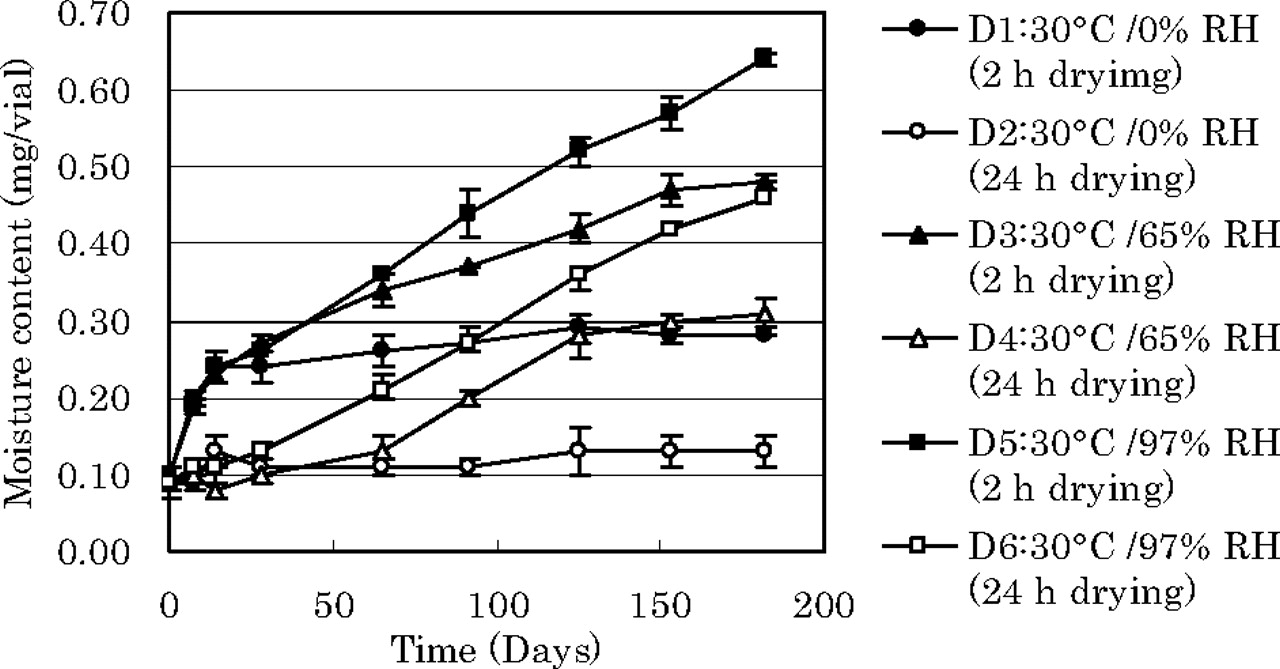
Increases in moisture content inside the lyophilized vials at the late stage of storage were dependent on the external storage humidity. As shown in Figures 5 and 6, the results indicate that external moisture permeated inside lyophilized vials fitted with both HM stoppers and LM stoppers after about 91 days and 28 days of storage, respectively. And, our results indicate that the moisture permeation time was varied depending on the elastomer formulation of the stopper.
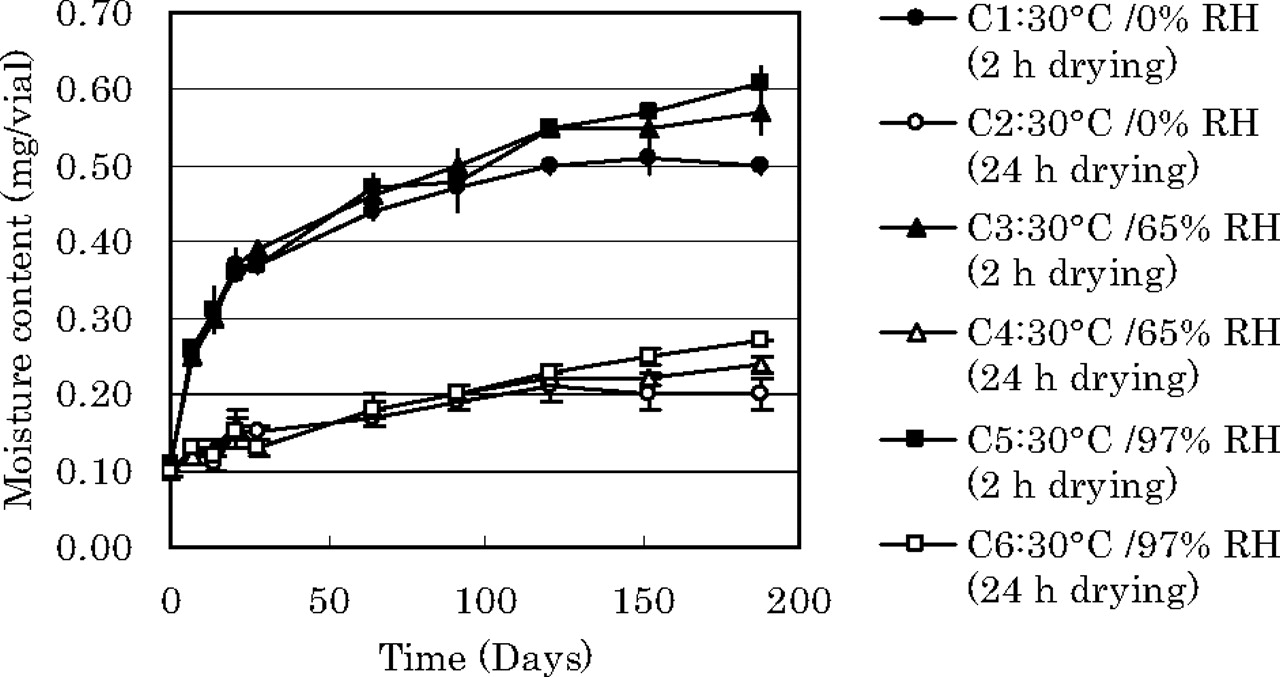
Moisture content inside lyophilized vials using HM stoppers stored at 30 °C/0% RH, 30 °C/65% RH, and 30 °C/97% RH.

Moisture content inside lyophilized vials using LM stoppers stored at 30 °C/0% RH, 30 °C/65% RH, and 30 °C/97% RH.
After 91 days of storage, the moisture content inside the lyophilized vials fitted with HM stoppers (2 h drying) was not found to be dependent on storage humidity. However, the moisture content of the same vial after 188 days of storage did vary according to the humidity conditions. The moisture content inside lyophilized vials fitted with HM stoppers (24 h drying) also showed storage humidity dependency after 91 days of storage. After 28 days of storage, the moisture content inside the lyophilized vials fitted with LM stoppers (2 h drying) was not dependent on the storage humidity. However, at 182 days, the moisture content of the samples was directly related to the storage humidity. The moisture content inside the lyophilized vials fitted with LM stoppers (24 h drying) also showed storage humidity dependency after 28 days of storage.
Additionally, the time at which the moisture content of the sample showed storage humidity dependency was not related to differences in the drying times of the stoppers. Thus, our results indicate that stopper drying time had no effect on the moisture permeation starting time during the storage period.
Mechanism for the Increase in Moisture Content inside a Lyophilized Vial
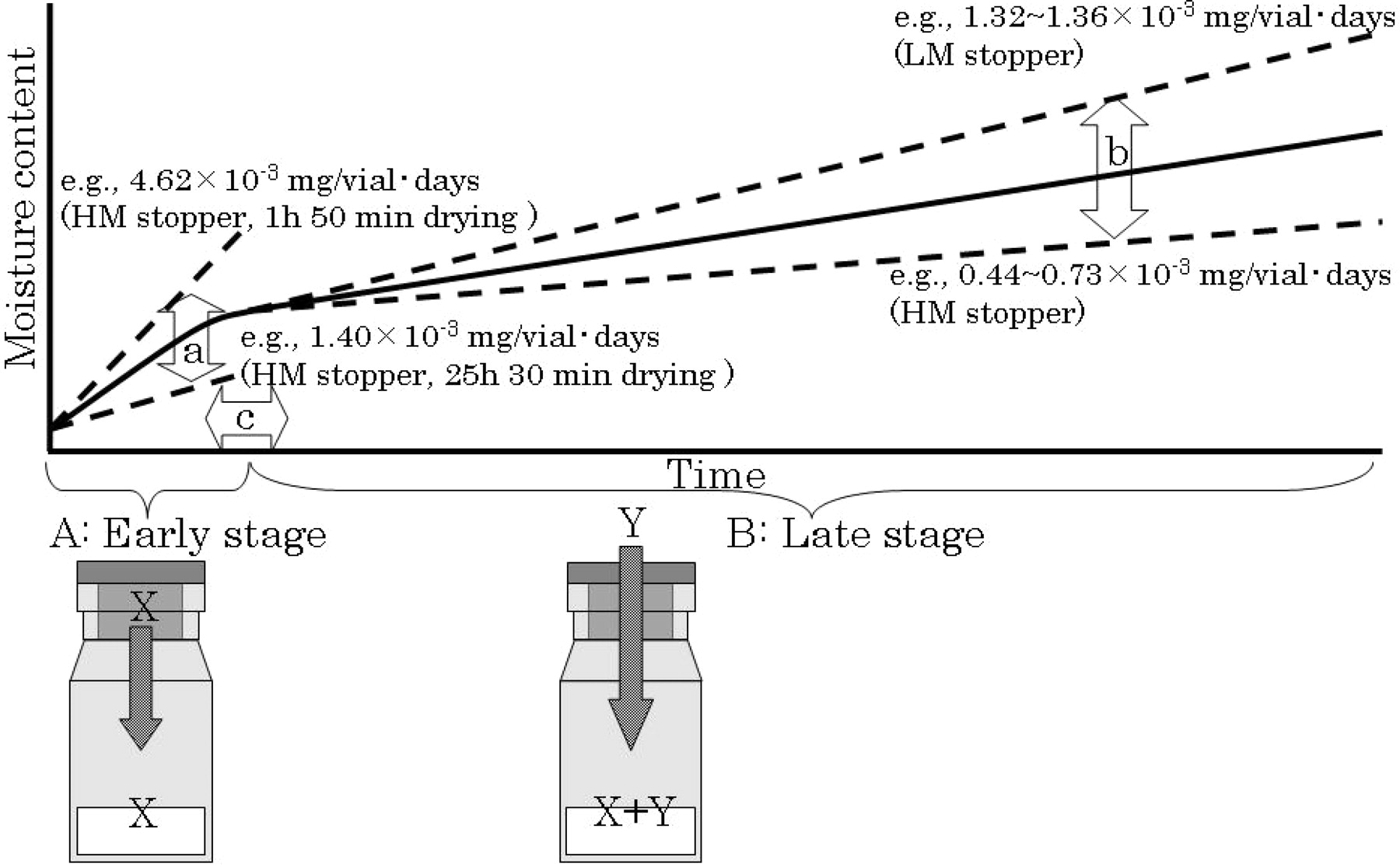
Based on the results of the present study, a mechanism for the increase in moisture content inside a lyophilized vial upon long-term storage is presented in Figure 7. Under humid conditions, there are two stages to the increase in moisture content inside a lyophilized vial. At the early stage, an increase in moisture content is caused by moisture transfer from the stopper (A). However, during the late stage, the observed increase in moisture content is caused by external moisture permeating through the stopper (B). The increase in moisture content inside the lyophilized vial at the early stage is affected by the amount of moisture in the stopper (a). By contrast, the increase in moisture content at the late stage varies depending on the elastomer formulation of the stopper (b). The time of transition between these two stages of moisture increase also differs according to the elastomer formulation of the stopper (c).
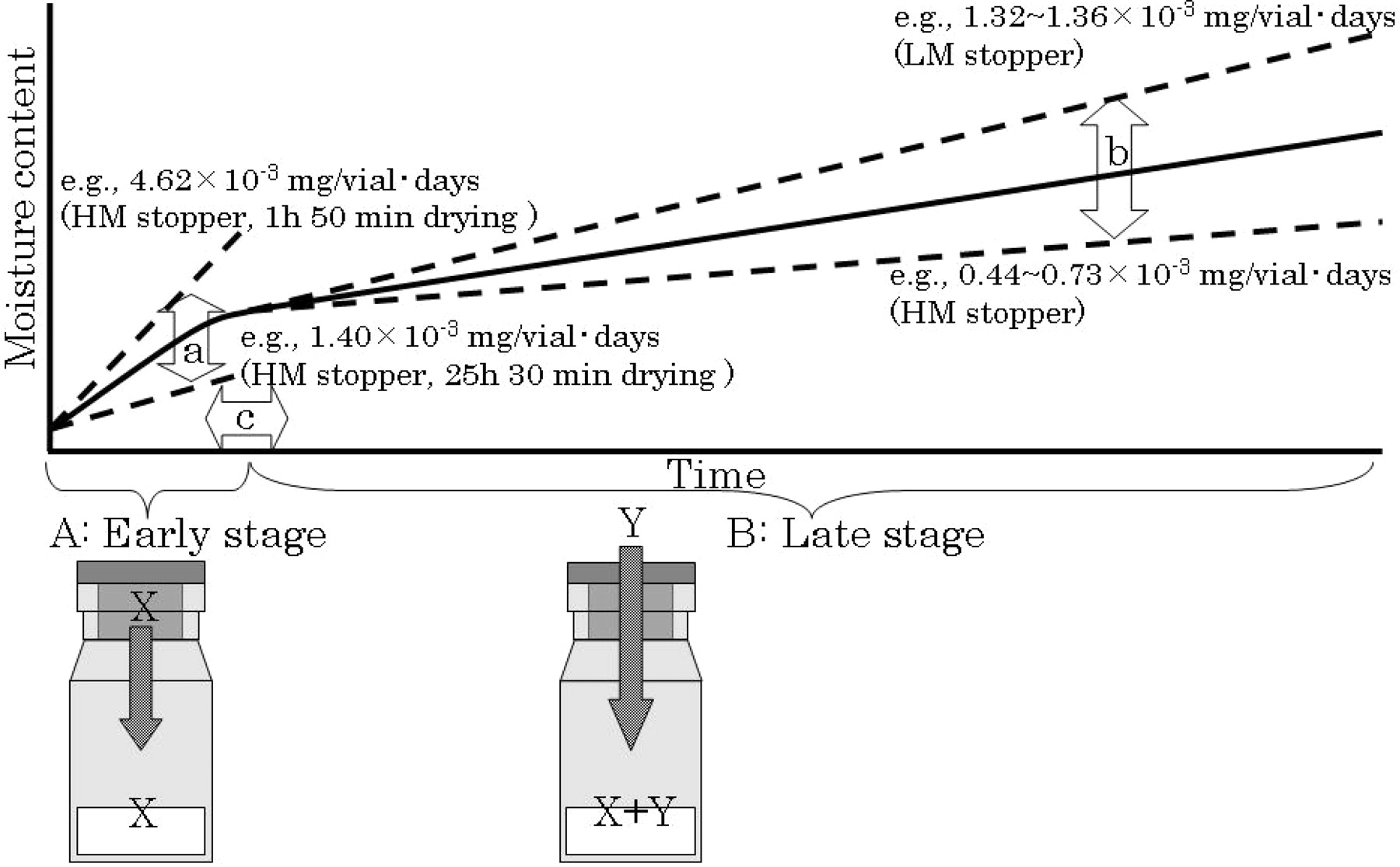
Mechanism for the increase in moisture content inside a lyophilized vial. Under humid conditions, there are two stages to the increase in moisture content inside a lyophilized vial. A: at the early stage, an increase in moisture content is caused by moisture transfer from the stopper (= X). B: at the late stage, an increase in moisture content is caused by external moisture permeating through the stopper (= Y). The increase in moisture content inside the lyophilized vial at the early stage is affected by the amount of moisture in the stopper (a). The increase in moisture content at the late stage varies depending on the elastomer formulation of the stopper (b). The time of transition between these two stages of moisture increase also differs according to the elastomer formulation of the stopper (c).
Table II shows the actual measurement value of moisture content inside the lyophilized vials using HM and LM stoppers. As shown in Figure 4, the increase in moisture content at the early stage changed depending on the amount of moisture in the stopper (i.e., stopper drying time). As shown in Figure 1, the increase in moisture content inside the lyophilized vial at the late stage of storage differed depending on whether a HM or LM stopper was used (i.e., elastomer formulation of the stopper). As shown in Figures 5 and 6, the time of transition between the two stages of moisture increase was ∼91 days for HM-stoppered vials and ∼28 days for LM-stoppered vials (i.e., elastomer formulation of the stopper).
Actual Measurement of the Increasing Moisture Content inside the Lyophilized Vials
Conclusions
Our results show that moisture permeation of different elastomer stoppers is an important factor for the observed increase in moisture content inside lyophilized vials at the late stage of long-term storage under humid conditions. The results suggest that the amount of permeated moisture and the permeation start time are affected by the elastomer formulation of the stopper. Furthermore, the drying time of the stopper may have no effect on moisture permeation through the stopper.
HM stoppers are advantageous in terms of limiting the moisture increase of lyophilized products during storage because of the low level of moisture permeation. However, the high moisture absorption of HM stoppers during autoclaving and the requirement for a prolonged drying time makes the process difficult to control. In contrast, LM stoppers have the disadvantage of allowing moisture increase of lyophilized products during the storage period due to their relatively high level of moisture permeation. Nevertheless, the low moisture absorption displayed by LM stoppers makes the process easy to control. The best type of stopper to use for the lyophilized product varies depending on the storage conditions and manufacturing process. To select the ideal lyophilization stopper, one should consider the moisture sensitivity of the lyophilized product, storage conditions, process conditions, and moisture permeation ability of the stopper. In particular, the moisture permeation ability of the stopper is one of the important factors to consider for the long-term stability of lyophilized products intended for storage at room temperature.
Acknowledgements
The authors thank Dr. Tomonaga Yamamoto and Mr. Tatsuya Nakamura of the Analytical Technology Research Department, Chugai Pharmaceutical Co., Ltd. (Tokyo, Japan) for their analytical support.
- © PDA, Inc. 2010




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}