
Abstract
This paper provides recommendations for quality oversight, manufacturing operations, and industry perspective of regulatory expectations to enable aseptic facilities to move toward real-time and continuous microbiological environmental monitoring, thereby reducing interventions and future replacement of Grade A settle plates and nonremote active air sampling. The replacement of traditional monitoring with biofluorescent particle-counting systems provides an improvement in process understanding and product safety and reduces operator manipulations, assuring product quality and real-time process verification. The future state pharmaceutical technology roadmaps include gloveless isolators with real-time and continuous monitoring for aseptic manufacturing.
LAY ABSTRACT: This paper advocates the use of an alternative and relatively new method of monitoring the air for contamination in biopharmaceutical manufacturing facilities. The alternative method is based on a type of instrument the authors refer to as a biofluorescent particle counter (BFPC). The BFPC method has the advantage of being able to detect airborne microorganisms continuously and to record the actual time of detection. The replacement of traditional monitoring with BFPC systems can provide better data, which can be used to improve the understanding of contamination risks in complex manufacturing processes, ultimately providing more confidence in product safety. The authors present data showing the suitability of BFPC. This immediate result is very useful for picking up early any possible contamination and should, therefore, provide a better way to monitor and control the risk of contamination. As traditional monitoring methods require manual manipulation, an additional advantage of BFPC systems is that they can reduce manual manipulations. Elimination of all interventions is a goal in the industry, because although they are tightly controlled, interventions are an unwanted potential source of contamination.
Introduction to Biofluorescent Particle Counting
Pharmaceutical manufacturing requires multiple layers of engineering and process control and monitoring of microorganisms to ensure product quality and patient safety. Aseptic pharmaceutical manufacturing relies on the understanding of microbial risks and periodic monitoring to ensure the low-level bioburden or sterility required in commercial products. Most microbiological tests are indirect measures of product quality, designed to measure process materials and monitor the surfaces, air, and personnel for contamination, rather than direct product testing, which consumes the product. Traditional microbial testing has limited sensitivity owing to the sample size (e.g., 20 vials of drug product or 1 m3 of air for microbiological testing), and growth-based assays have long incubation periods (3–5 days) and rely on the techniques developed by Pasteur and Koch >100 years ago.
This paper provides an overview of the technology, a pathway for implementation, and appropriate responses for positive signals. We will explain the use of a new unit of measure, sample capture, and large data sets to demonstrate monitoring and control of aseptic manufacturing areas. We outline a proposed response for potential false positives (eg, polymers, electrical noise) and false negatives (sample capture desiccation) to satisfy quality standards. The goal of the system is to provide improved process knowledge, decreased interventions, and, ultimately, real-time information for manufacturing areas. Contact plates and surface monitoring are not discussed in this application.
There is a new class of alternative and rapid microbiological methods for monitoring airborne microbes to provide rapid alerts to manufacturing risk. Biofluorescence particle counters (BFPCs) provide continuous size and quantification of internal biomarkers, allowing for the immediate detection and enumeration of airborne microbes in manufacturing areas. Biofluorescence particle counting is a novel method that does not have a compendial analog. Autofluorescence (also referred to as biological autofluorescence) is based on laser excitation of the particle and detecting the fluorescence of biological compounds, such as nicotinamide adenine dinucleotide (NADH), riboflavin, and dipicolinic acid. These compounds are universal and found in all microorganisms. Current systems sometimes cannot distinguish between viability or similar compounds (eg, polymers or solvents) that may fluoresce. To distinguish false-positive signals from viable cells, the use of sample capture onto media or filters can be used (1). The instruments are validated using the same principles as traditional particle counters.
The BFPC system does not measure colony forming units (CFUs); rather, the systems require a new unit of measure that reflects the universal detection method, the autofluorescence unit (AFU). The BFPC systems provide instant and continuous AFU monitoring without the need for reagents or incubation. The challenge of correlating the CFU to AFU is daunting, as most microorganisms in our environment are not culturable and, therefore, are undetectable with traditional plate-count methods; however, such comparisons provide understanding of the technology and aid in the definition of control levels for the measured AFU (2⇓⇓–5). It is unreasonable to expect an exact agreement of the AFU and CFU given that the detection methods are very different. The AFU, based on molecular detection, may result in a higher numerical value (eg, more sensitive) when directly compared to the CFU, which is dependent on observation of a microorganism's growth. Therefore, AFU counts being greater than CFU counts does not mean that the environment is out of control nor does it imply that there is more risk for contamination.
Opportunities and Challenges of Settle Plates and Active Air Sampling
Continuous BFPC monitoring provides the opportunity to reduce operator manipulations of media-based settle plates in critical zones, thereby reducing the risk of contamination. The pharmaceutical industry has historically relied on settle plates and periodic active air sampling to monitor manufacturing areas; the European Medicinal Agency inspectorate expects the use of settle plates (6). Settle plates and active air sampling have provided acceptable detection controls of microbiological contamination during manufacturing to date; however, newer technologies provide the opportunity for real-time and continuous environmental monitoring. Settle plates have fixed exposure times and require operator manipulations in critical zones when remote sampling is not possible, thereby increasing the risk of contamination without improved data quality and aseptic process control.
Traditional passive monitoring is performed using petri dishes containing culture media, which are exposed for a given time to collect biological particles that “settle” or deposit on the media and are subsequently incubated for colony detection. Settle plate results are expressed in CFU/plate/time. Until now, the strongest support for settle plates has been the continuous coverage during manufacturing operations. Typical settle plates are exposed for 4 h, although it is not unusual to see validations extended to 6 h to ensure plate viability (eg, due to desiccation) if used for >4 h (7).
Settle plates rely on biological particles “falling” onto the plate and are positioned according to risk assessments. Settle plates preferentially select the larger particles owing to settling rates compared with smaller particles that may never settle (8). The plates are incubated, and the results are retrospectively applied to operations in an all-or-nothing mode that impacts the entire lot with very limited temporal information. Settle plates are a potential source of contamination, both through the introduction of growth media in an aseptic area and the operator manipulations in high-risk critical zones. In addition, traditional growth media support the microbial growth of <0.1% of bacterial species in the world (9). Several guidelines provide guidance for microbial monitoring and particle counting in isolators, cleanrooms, and graded manufacturing areas, including ISO 14644 standards for cleanroom classification and testing, FDA Guidance for Industry PAT: A Framework for Innovative Pharmaceutical Development, USP <1116> Microbiological Evaluation of Clean Rooms and Other Controlled Environments, and EU Annex I—Manufacture of Sterile Medicinal Products (6, 12, 15, 16).
The expectation of Annex I for microbial monitoring specifies using 90 mm settle plates and setting the action limit at the detection limit, with limits for Grade A areas at zero (<1 CFU) and those for Grade B at 5 CFU per 4 h of settle plate exposure. There is no risk assessment for the establishment of the current environmental limits, and manufacturers have developed capabilities to operate within the requirements. Annex I does not mandate the use of settle plates, using the phrase “such as settle plates,” but the use has become a de facto mandatory requirement. Expectations of agencies and boards of health differ based on current EM (Environmental Monitoring) practices; therefore, there is the potential to harmonize expectations based on BFPC technologies.
The microbial active air sampler addresses the deficiencies of settling plates requiring airborne microorganisms to “settle” on the plates by drawing an air volume across an agar plate and impacting or impinging the particles on growth media. Most active air samplers provide periodic coverage, as they require process interventions. The design attempts to correct the passive nature of settling plates. Unfortunately, the technique still relies on microbial growth, limited time-based resolution, and operator interventions.
The manipulation of settle plates and active air sampler plates in critical zones creates risk of contamination. The equipment may also inhibit personnel movement and is contrary to Annex I, which indicates that “sampling methods used in operation should not interfere with zone protection (6).”
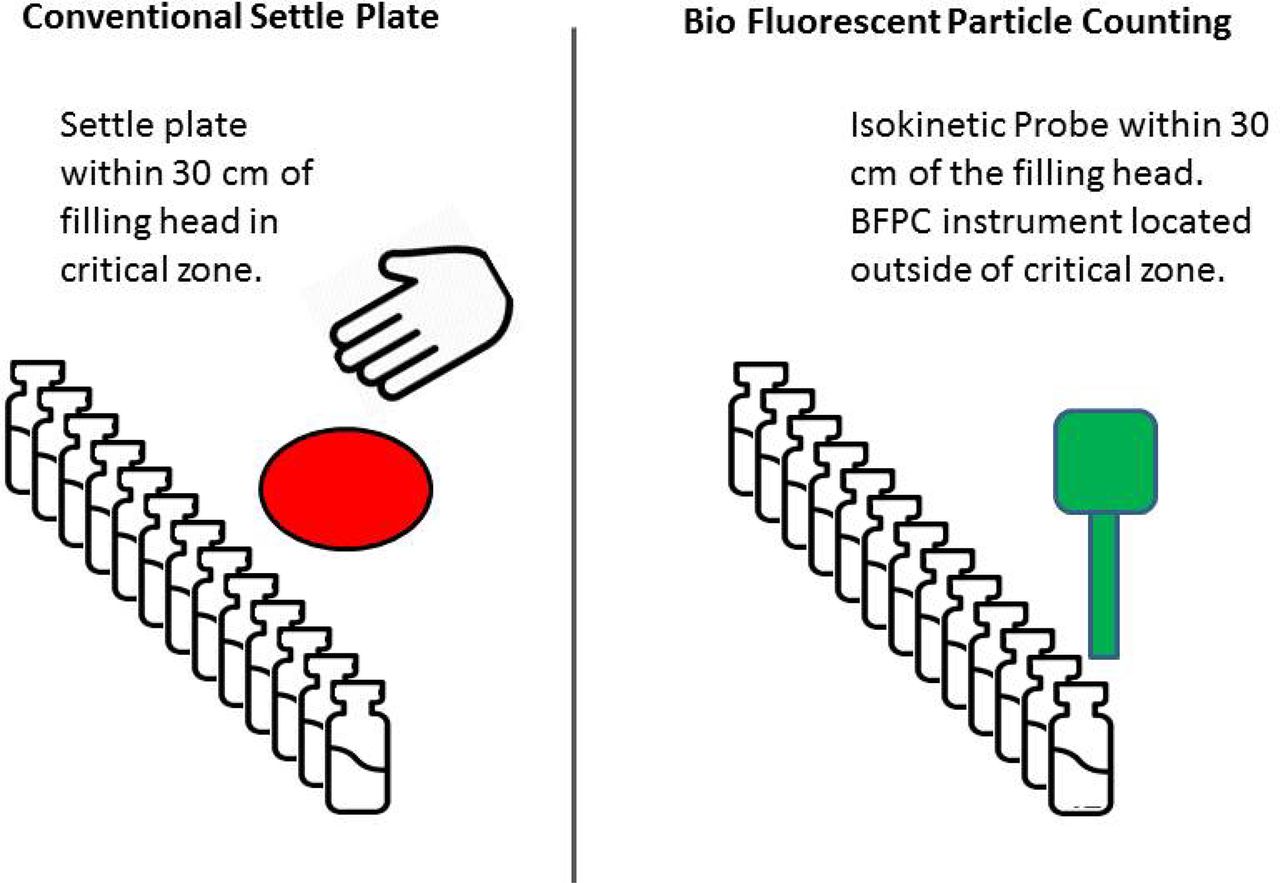
USP <1116> states that “environmental monitoring can both increase the risk of contamination and also give false-positive results” and it describes the limited value of having operators place settle plates into critical zones. The replacement of settle plates with an isokinetic probe adjacent to critical operations eliminates the need for operators to be able to place and recover settle plates (Figure 1). BFPCs reduce manipulations in critical zones, simplify the setup for manufacturing, and provide continuous monitoring during manufacturing. Any changes to classified manufacturing areas need to be evaluated with smoke studies and appropriate change control.
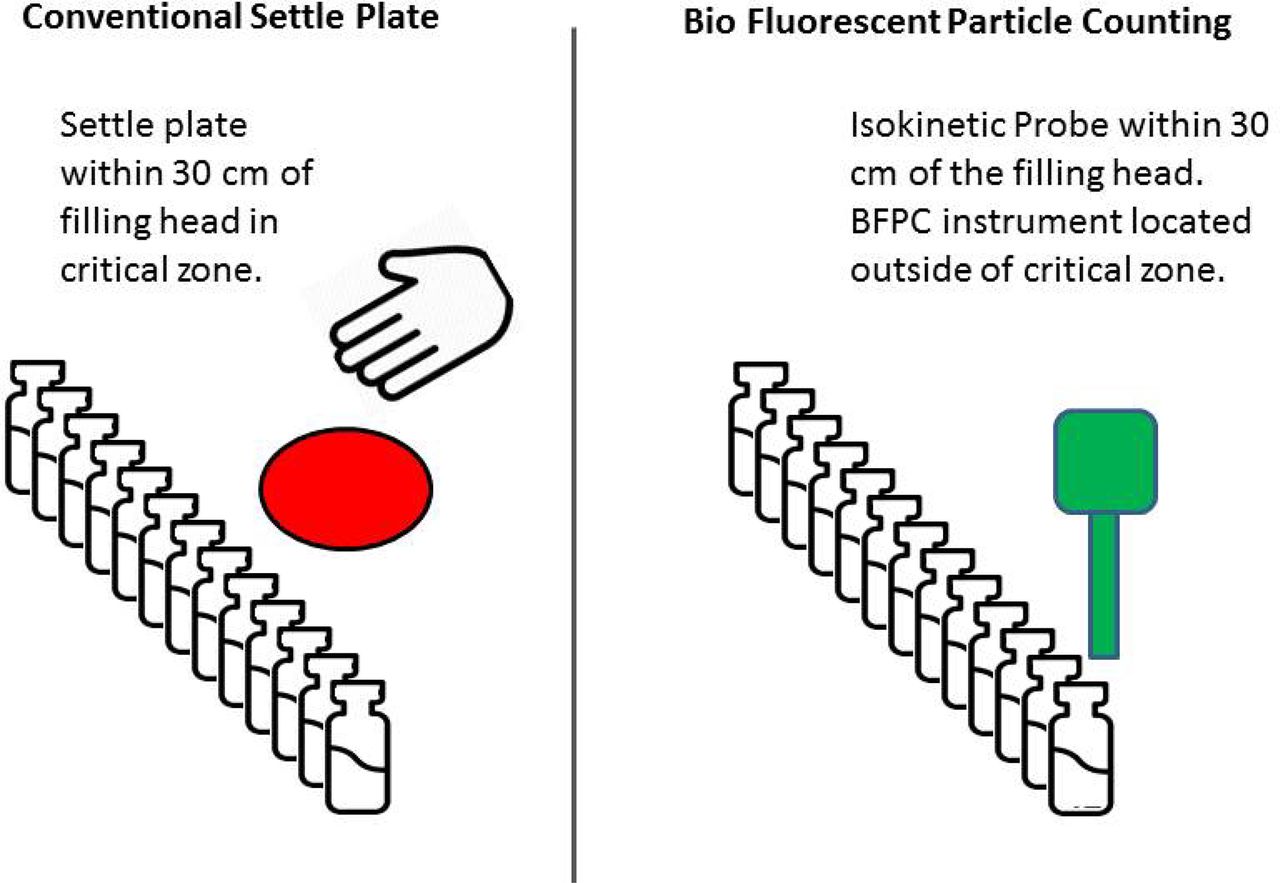
Replacement of standard settle plates with active biofluorescent particle counting.
Role of the Bfpc In Manufacturing
These recommendations come from the members of the BioPhorum Alternative and Rapid Micro Methods Working Group. The goal of the Working Group is to pave the way for best practice implementation of BFPC in routine aseptic manufacturing. Naturally, as each manufacturer is unique, alternative plans may be more appropriate for some.
Currently, the BFPC has been used as an investigational tool that enables manufacturers to rapidly locate sources of microbial risk. BFPC systems instantly detect cellular components (eg, NADH) and do not require incubation and growth for detection, thereby providing a unique capability for environmental monitoring and control. The high sensitivity and universal detection may be considered a business burden, as signals and new information may require a response, but the benefits for continuous improvement, process knowledge, and patient safety outweigh this challenge. BFPC systems provide an early warning if there are changes in the manufacturing environment, as they provide real-time data output, enabling faster quality decisions, which may reduce a cascade of increasingly serious problems.
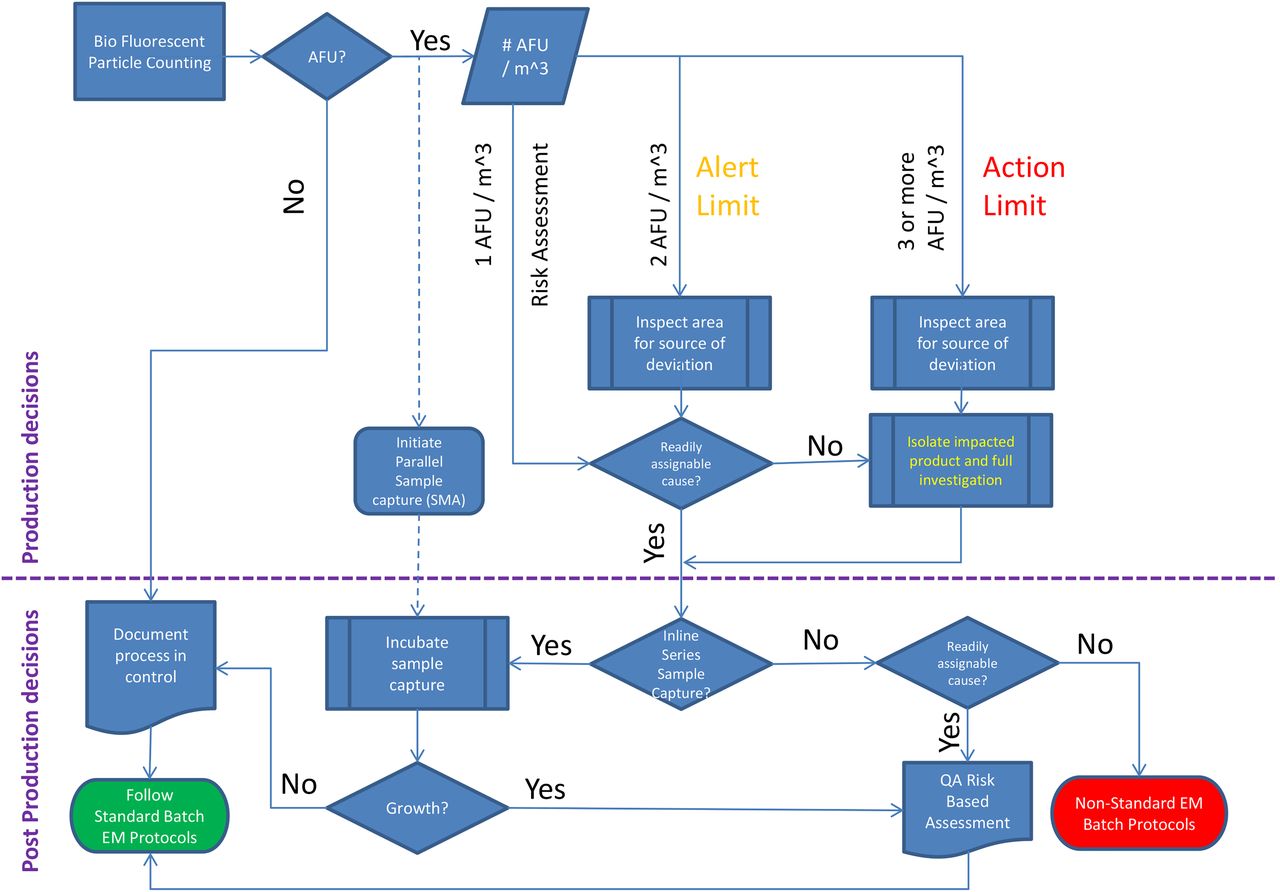
To mitigate the perceived business risk of higher sensitivity to nonviable or false-positive signals, sample capture for identification or discrimination is required for initial equipment validation and recovery studies. A false positive or “false alarm” is a result that indicates a given condition has been fulfilled, when in fact it has not. In the case of BFPC, it has been documented (2, 10) that some polymers and nonviable cells may result in false-positive signals. Currently, one vendor offers an integral sample capture based on gelatin filters placed in the air path after the fluorescence detector. There is potential to use commercial off-the-shelf inline liquid impingers or agar plates to capture samples after detection. Owing to the discrete nature of microorganisms, it is imperative that the sample capture device filters are placed in series and monitor the same body of air. Aseptic sample capture enables an appropriate response to any AFU signal to discriminate false positives, viable but nonculturable organisms, and culturable microorganisms posing an environmental risk (11). Sample capture may be used for process decisions; therefore, any potential risk for post-sampling contamination should be excluded (Figure 2). Validation studies of microbiological samples at low levels have shown the challenge of performing parallel studies because the microorganism cannot be in two places simultaneously, either within the BFPC or the parallel system. The discrete particle nature of low-level contamination and concepts from USP <1116> provide the framework for establishing a frequency and volumetric response during manufacturing. Typically, zero CFUs are observed during manufacturing operations; parallel recoveries in both a BFPC and settle plates are unlikely.

Flowchart for the response to AFU signals captured during manufacturing. The establishment of quality oversight response needs be developed prior to implementation.
Potential Implementation Strategy
A stepwise approach for the implementation of BFPC should include evaluation, parallel testing, and full implementation. This approach limits perceived business risk of “unknown” events and demonstrates the current manufacturing areas are in a state of control to provide confidence for internal stakeholders. The evaluation period is often in response to an investigation, with the opportunity to perform BFPC testing during non–product-manufacturing periods. The data sets should be shared with both engineering and quality control functions to understand the full benefits of the information. Evaluation during nonmanufacturing times, such as training, water fills, and engineering studies, provides greater process understanding without product risks. A parallel testing format should have a set timeline or number of samples that will be compared to demonstrate process understanding. The period of parallel testing based on evaluation testing and process complexity can be assessed both within companies and with agency representatives; this limits speculative discussions (eg, “what if” questions). Finally, full implementation of BFPC as a method to provide process monitoring and feedback is the goal of the technology.
We encourage manufactures to consider the 2004 FDA PAT Initiative that supports the concept of collecting data sets during manufacturing, provided the data are NOT used for manufacturing decisions, regardless of whether the data set is helpful or detrimental (12). The 2004 FDA PAT guidance states,
… when evaluating experimental online or inline process analyzers during production, it is recommended that risk analysis on the product quality be conducted before installation. This can be accomplished within the facility's quality system without prior notification to the Agency. Data collected using an experimental tool should be considered research data, providing manufacturers the ability to collect data during production with limited risk during evaluation of the new method or parallel testing.
Continuous monitoring provided by BFPC provides assurance against microbial risks of isolator integrity changes and environmental controls during manufacturing. This provides rapid feedback of control of the manufacturing isolator during operations. Greater understanding and practical risk assessments for the contamination of the product can be developed by BFPC.
Data Collection and Presentation
Data integrity has become a focus area of regulatory agencies; BFPC systems provide time-stamped and continuous data, enabling quality assurance professionals to determine the source and impact of any process changes. This capability enables segregation of impacted product for evaluation or investigations. This temporal ability enables operators to understand intervention impact and recovery times within manufacturing areas. The balance of too much data versus instrument response needs to be considered; too frequent data can lead to unnecessary reactions to small perturbations, whereas infrequent sampling does not provide process understanding.
Most commercial systems can provide 10-s increments, but this quickly overwhelms the user with almost 3000 data points per 8-h shift. Many active air particle counters are capable of flow rates of 28.3 L/min, capturing a cubic meter every 35 min. Data points every cubic meter do not provide sufficient resolution to understand intervention impacts in the event of a positive signal. Based on current system evaluations, 1-min samples provide sufficient data granularity to maintain process control and meet the challenges of business risk. A practical approach is 1-min measurements within a rolling cubic meter block—in other words, 35 consecutive samples lasting 1 min each, adding up to a sample of 1 m3 of air, with AFU data available for each minute. Sufficient resolution is therefore available for process understanding during operator interventions while aligning with the compendial requirement of cubic meters.
Grade A Manufacturing Areas, Restricted Access Barrier System, and Isolators
Annex I indicates that the purpose of the isolator technology is to minimize the human interventions in process areas, whereas the use of settle plates and nonremote active air sampling plates is in direct conflict with this goal. The opportunity to use BFPC in manufacturing isolators and Grade A areas during filling operations when open containers are present reduces high-risk activities in critical zones (13). The rapid detection of potential microbial contamination enables the segregation of impacted product as a sub-lot for quarantine without jeopardizing the entire manufacturing lot. Annex I guidance is aligned with the capability of BFPC, stating the frequency of monitoring with a suitable sample size that all interventions, transient events, and any breach in system integrity would be captured and alarms triggered if the alert limits are exceeded. Agency feedback proposes the same limit of <1 CFU requires that any AFU detected includes sample capture and incubation. We have deliberately taken a conservative approach for the setting of limits; as industry experience with BFPC increases, AFU alert and action limits may be set that are higher than the current action limits at detection limits for traditional methods. Individual company risk assessments, regulatory agreements, and predefined quality oversight protocols can enable different risk tolerances based on process capabilities.
Data Sets
Several pharmaceutical companies provided data sets of which the main objective was to show that the new instrument generates no or few AFU, thereby confirming that the instrument does not introduce counts that affect the state-of-control in classified manufacturing areas and that the false-positive rate is low. A summary of the data sets is provided in Table 1.
Summary of the Four Different Data Sets.
Data Set 1
Data Set 1 is 10 days of continuous monitoring of Grade A manufacturing area at rest. The goal was evaluation of classified areas without affecting manufacturing capability; no manufacturing activities were conducted during this period. The BFPC system was placed in the manufacturing area and run continuously, collecting 402 distinct cubic meters of data, approximately 1 sample every 35 min. No inline viable sample collection was performed during this period owing to staffing limitations. Traditional environmental monitoring was used to maintain room classification requirements.
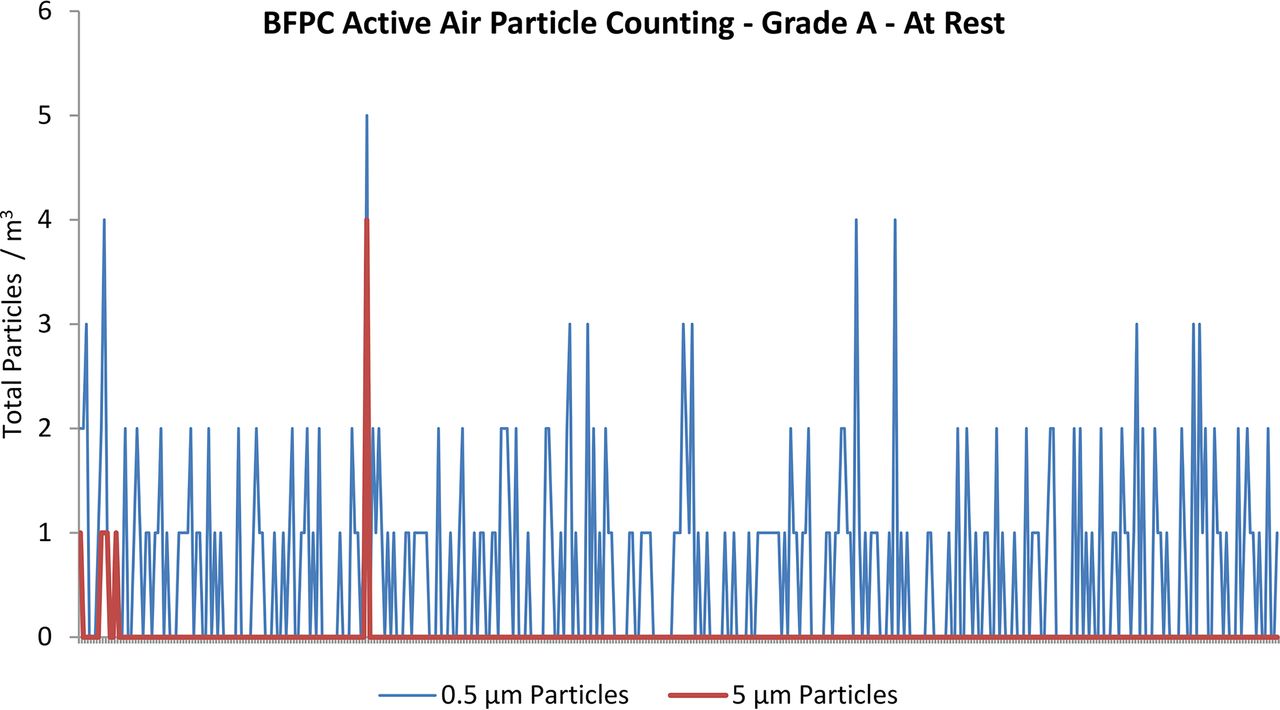
Two events with AFU were observed during the study; >99.5% (n = 402) of the monitoring had no signal. The first event with 3 AFU ≥0.5 μm, of which 1 AFU was ≥5.0 μm, was recorded at 21:44 h. The second event with 2 AFU ≥5.0 μm occurred >2 days later at 01:35 (Figure 3). No readily apparent source of particles was found for the area, as no operators were present. The time-based resolution provided 35-min continuous AFU updates that are not possible with traditional methods. The need for shorter time resolution data to understand whether an event consisted of a single spike or of multiple smaller signals was identified. The Annex I requirement for viable counts is <1 CFU/m3, although it is not known how a partial CFU can be measured other than through estimation of large sample volumes.

10 days (402 m3) of biofluorescent particle counting in an aseptic manufacturing facility. The Annex I limit is <1 CFU/m3. The graph illustrates a total of five AFU over the course of 402 measurements. Each tick mark on the horizontal axis represents 1 m3.
The active air particle counts, measured by BFPC, showed a maximum count of 5 particles ≥0.5 μm/m3, of which 4 were ≥5.0 μm (Figure 4). This spike coincided with the second AFU event with 2 AFUs ≥5.0 μm, but no assignable cause was identified. The particle numbers were low compared to the Annex I limits of 3250 and 20 particles/m3 of ≥0.5 and ≥5.0 μm, respectively.
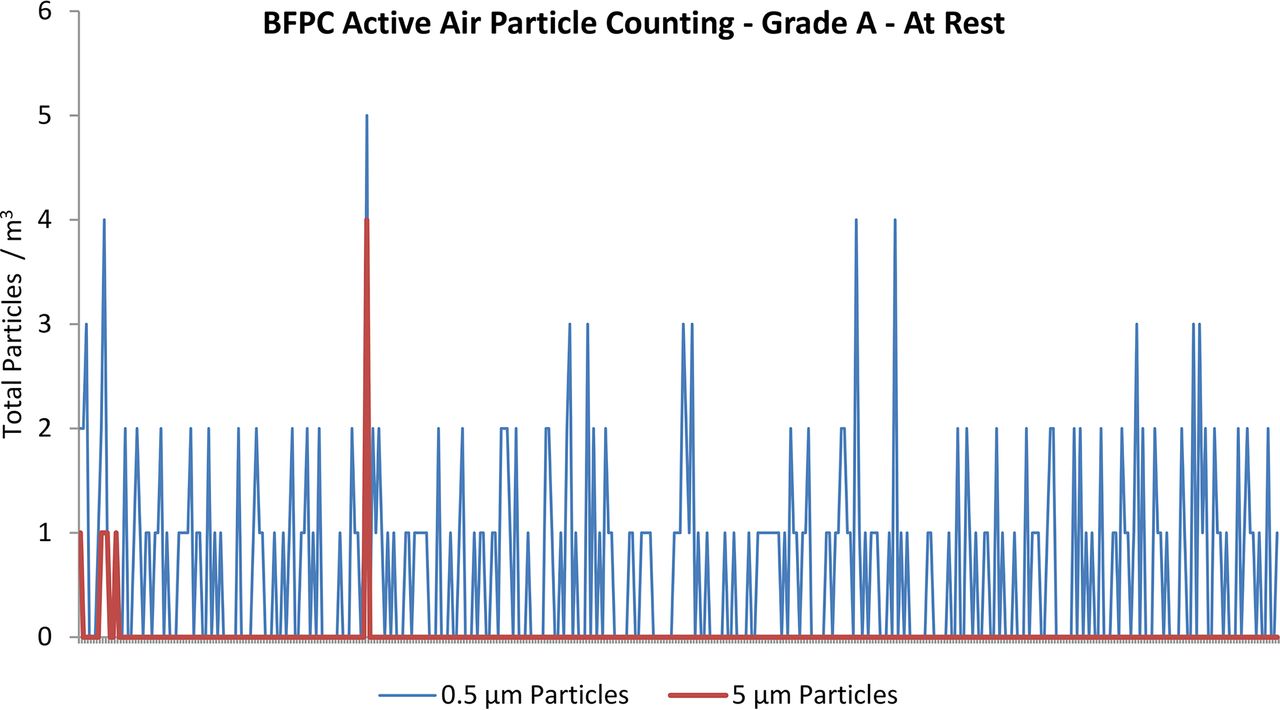
10 days (402 m3) of BFPC continuous active air particle counting in an aseptic manufacturing facility. The Annex I limits are 3250 particles/m3 of ≥0.5 μm and 20 particles/m3 of ≥5.0 μm. Each tick mark on the horizontal axis represents 1 /m3.
Data Set 2
Data Set 2 is the evaluation of BFPC monitoring in a manufacturing restricted access barrier system (RABS) suite during water fills. The RABS suite was operated during water run for training of personnel and to ensure proper setup and function of equipment.
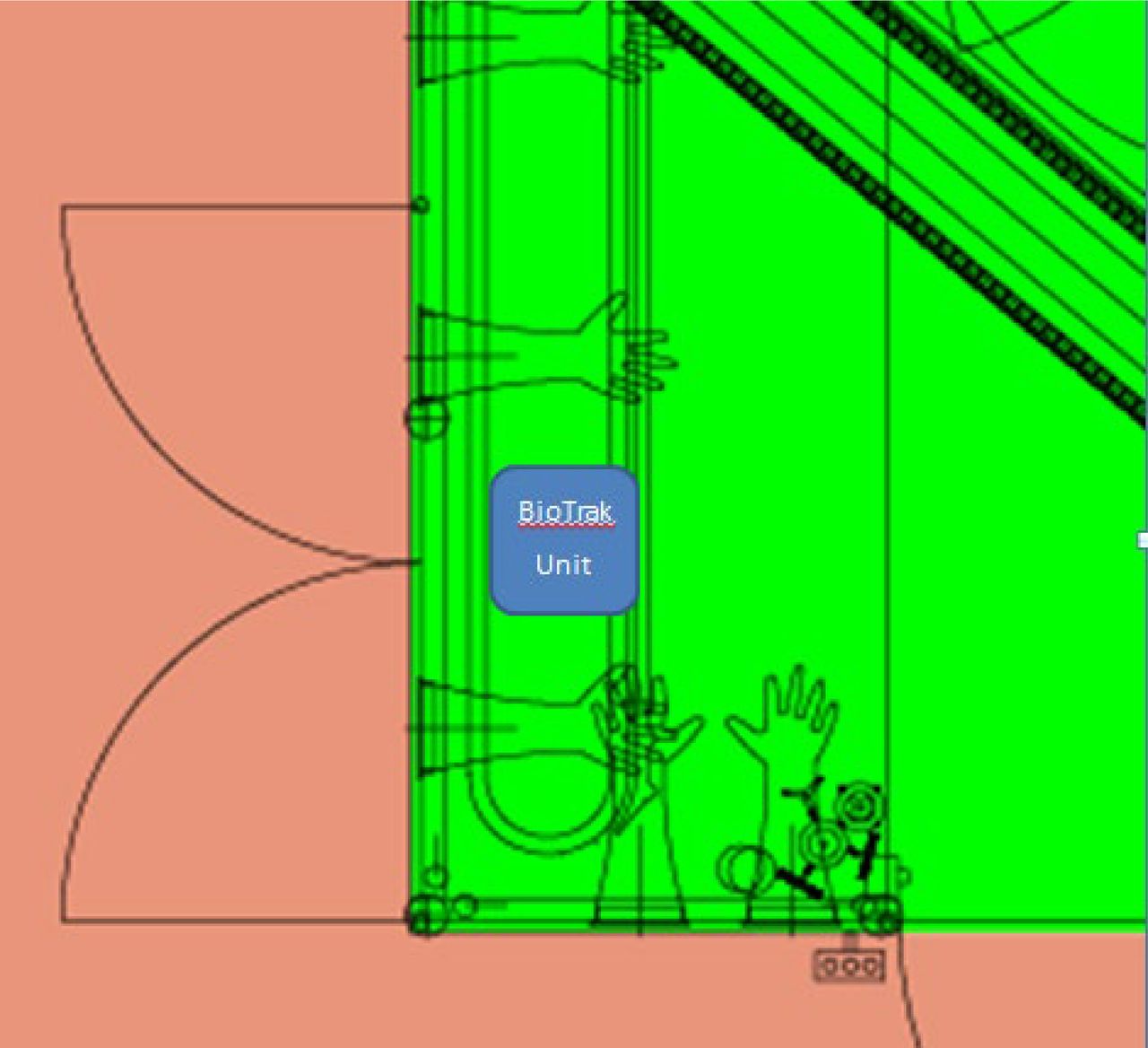
The system was operating at 28.3 L/min for 8095 min or 231 m3. The unit was placed within the RABS below a set of operator gloves (Figure 5). The unit was operated continuously and was used to evaluate 1-min counts. The data collection scheme was to provide sufficient resolution to identify sources of variation and to provide data sets that were comparable to historical values. Sample capture capability was not used due to staffing limitations; additional concerns about aseptic methods for the handling the filters were not evaluated.

Placement of the instrument within the RABS.
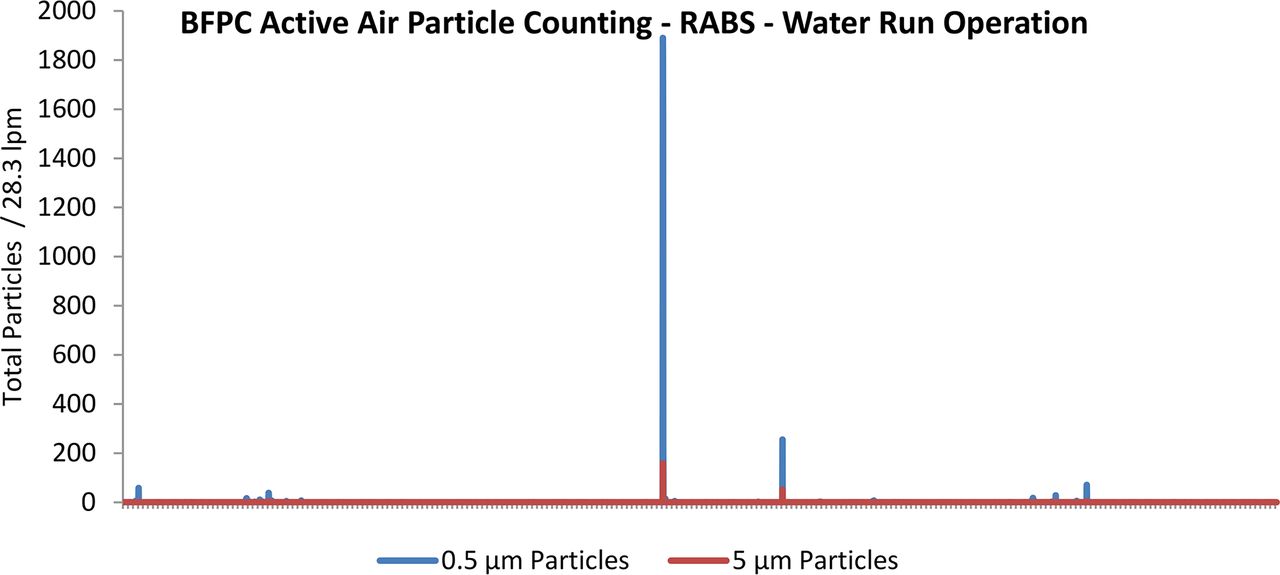
The viable count measured by BFPC for the suite measured 5 AFU during operations in the area (Figure 6). The data set provided an opportunity to understand the impact of operator activities and to use the process flow chart described earlier (Figure 2) to provide quality oversight. Using information from log books and card access information, all AFU and high particle counts (Figures 6 and 7) had readily assignable causes (mopping operations or cleaning/setup). The activities of mopping and setup were not performed during filling or when product was exposed. Continuous monitoring during mopping operations demonstrated the activity was not a large source of AFU and nonviable particles. Continuous monitoring enables more accurate risk assessments by understanding the particle loads created by staff operations (eg, mopping and setup).
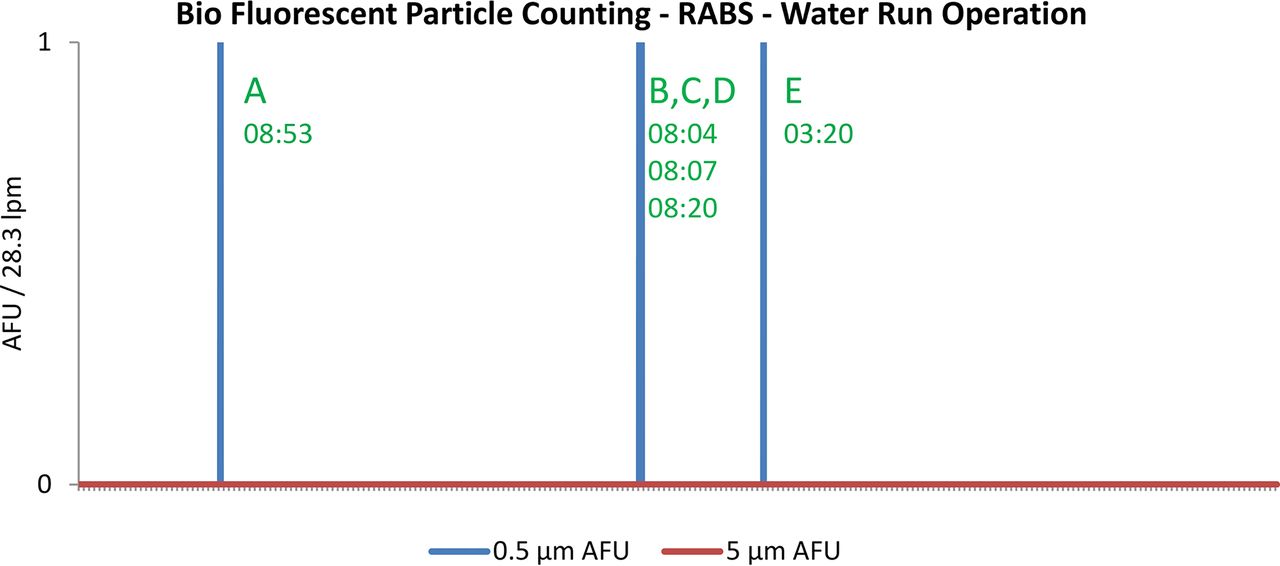
5.6 days (231 m3) of biofluorescent particle counting in an aseptic manufacturing facility. The Annex I limit is <1 CFU/m3. The graph illustrates a total of five AFU over the course of 8095 min, 28.3 L/min. The following assignable actions were performed during events: A—mopping in the manufacturing suite; B, C, D—cleaning operations and setup; E—unknown. Each tick mark on the horizontal axis represents 1 /m3.
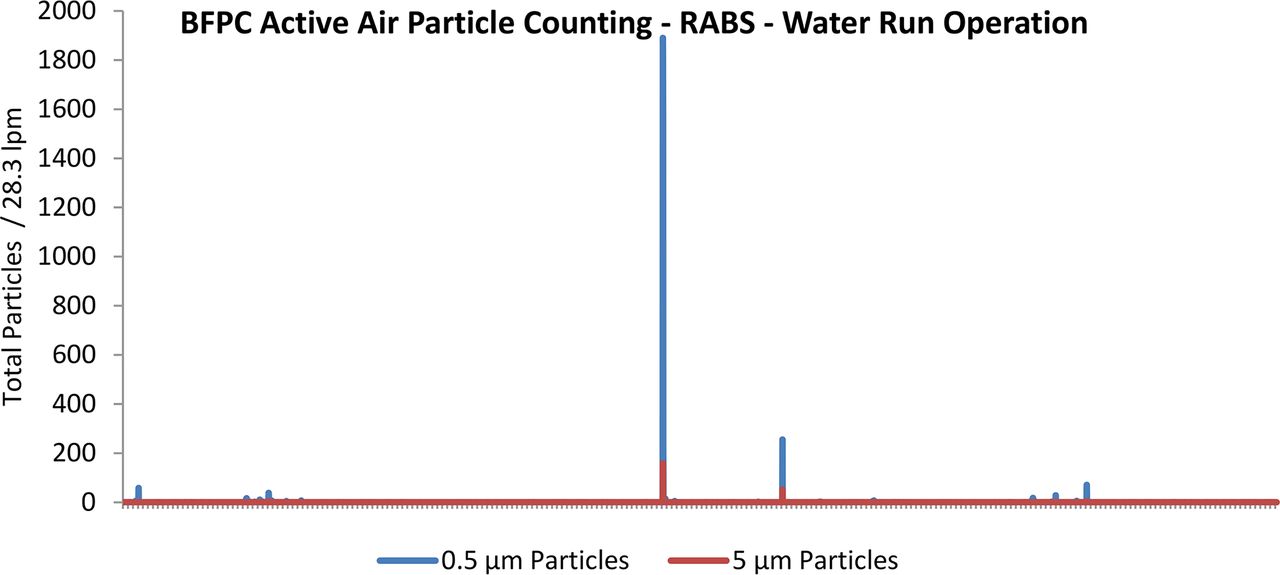
5.6 days (231 m3) of BFPC continuous active air particle counting in an aseptic manufacturing facility. The Annex I limits are 3250 particles/m3 of ≥0.5 μm and 20 particles/m3 of ≥5.0 μm. Each tick mark on the horizontal axis represents 1 /m3.
Data Set 3
The evaluation looked at the environment inside a sterility test isolator held under positive pressure using room air intake with no activity (at rest). This study was performed to understand the data sets generated and whether 1-min increments (28.3 L/min flow rate) provided sufficient process knowledge. Three different sets of data were collected over 24, 48, and 96 h, respectively. Figure 8 shows the placement of the isokinetic sampling probe in the floor of the isolator. The tubing from the bottom of the probe is connected to a ball valve to separate the BFPC from the isolator during the VHP decontamination process. The BFPC is mounted below the isolator, and the location of the instrument below the deck limits the opportunity for the use of the gelatin sample capture filter. The close proximity to the floor presents a high risk for sample cross-contamination during the manipulation of the sample capture device.
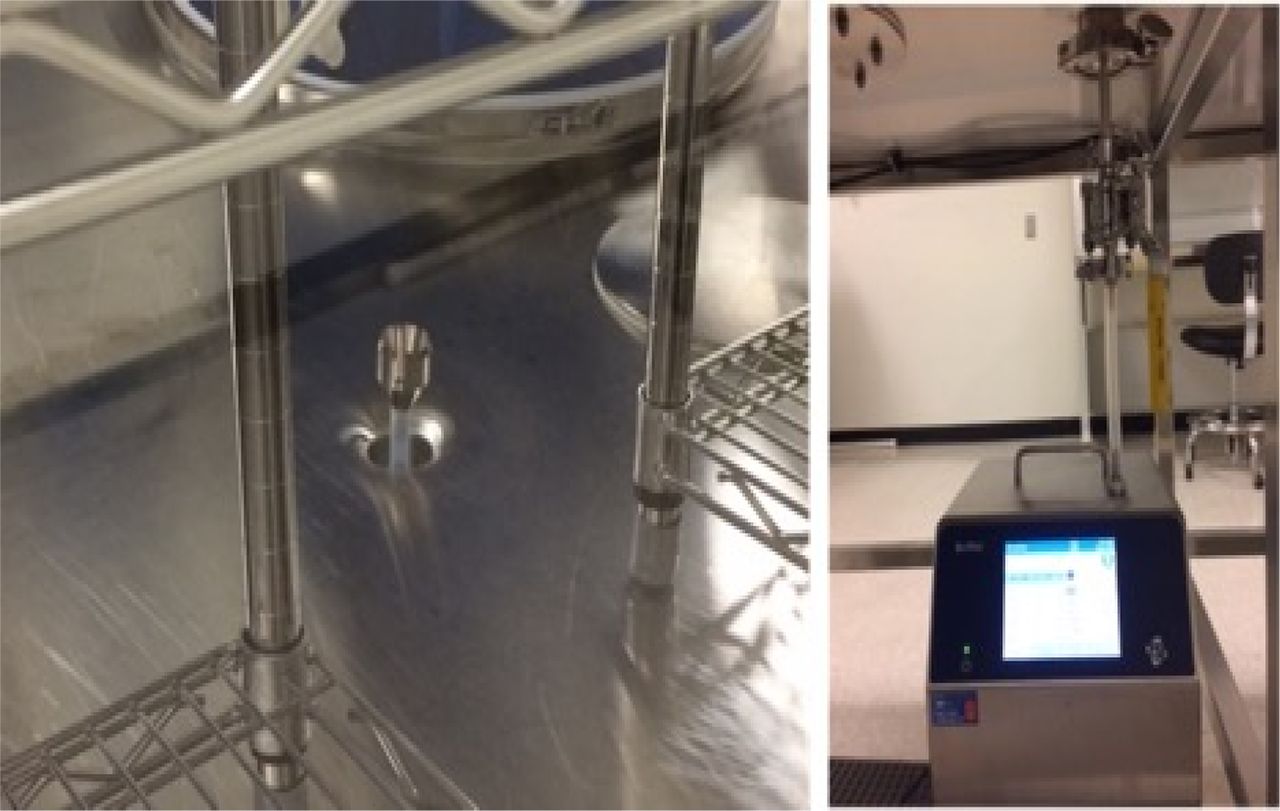
Location of the isokinetic sampling probe in the sterility test isolator floor. The ball valve is to separate the isolator from the BFPC system for VHP decontamination. The BFPC is placed below deck and therefore sampling capture was not used.
There was a single AFU observed during the 96-h run, for which no assignable cause was found. The single AFU was first detected as a particle (≥0.5 μm) by the BFPC-certified particle counter upstream of the laser-induced fluorescence AFU detection step (Figure 9). The isolator was not in use (at rest), and there were no operations in the area. One would expect no sources of AFU while monitoring a VHP decontaminated isolator at rest.
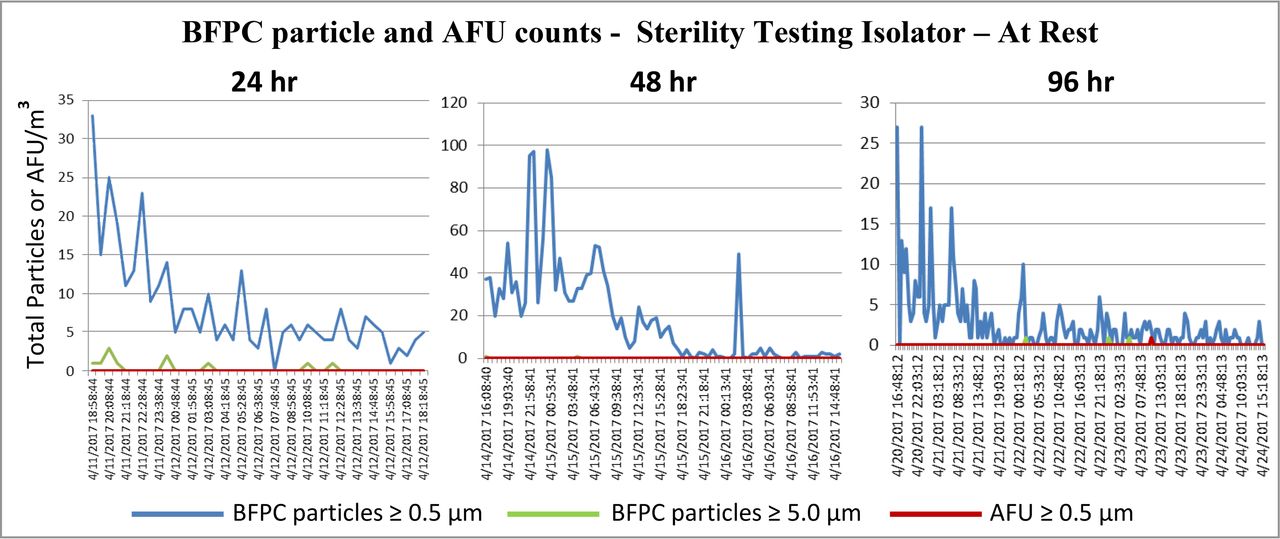
BFPC continuous active air particle counting for 24, 48, and 96 h (41, 82, 164 m3) in a sterility testing isolator at rest. Each tick mark on the horizontal axis represents 1 m3.
Data Set 4
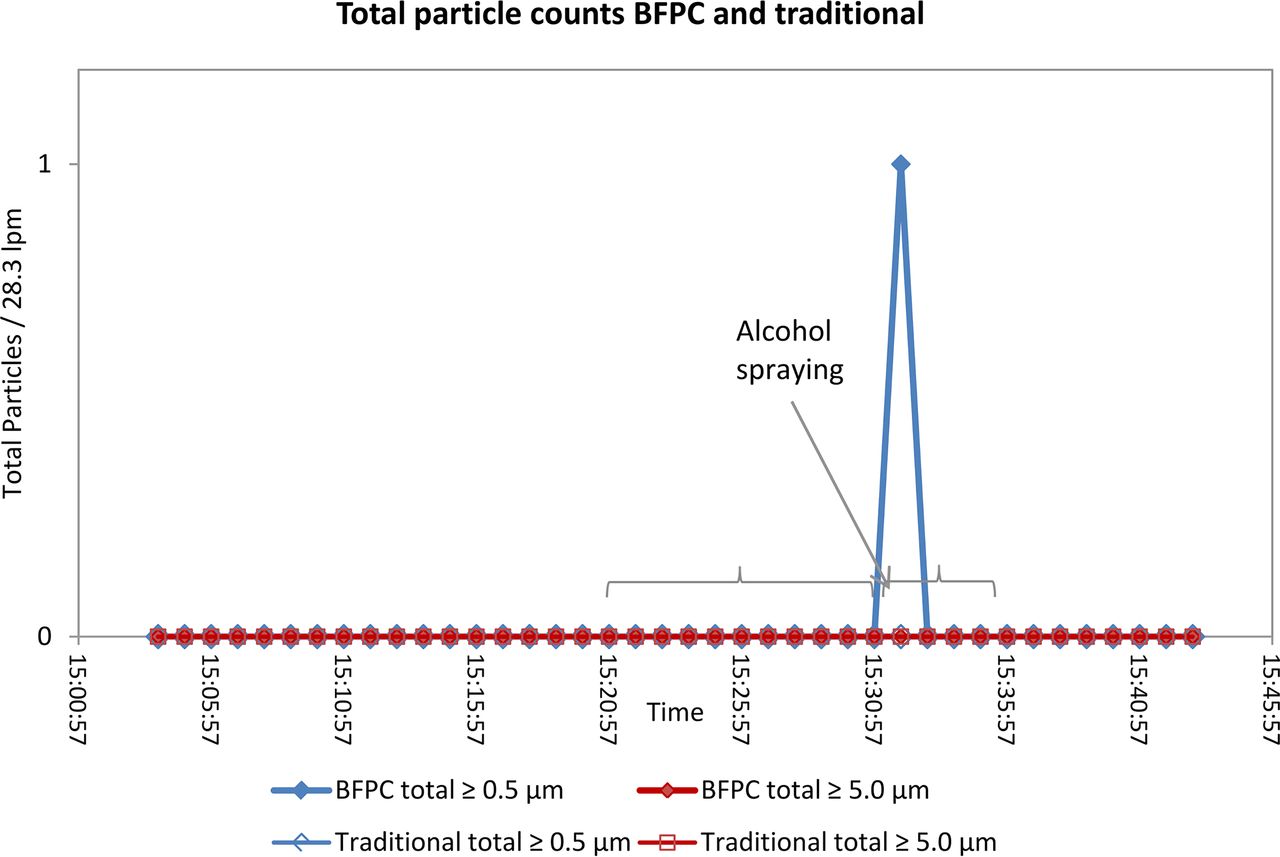
The BFPC evaluation in a Grade A biosafety cabinet was used to perform simulated sterility testing activities to understand real-time AFU detection and to compare CFU on the gelatin filter to traditional viable active air-sampling methods (Figure 10). A commercial viable active air sampler was configured to collect one 40-min sample. In addition, the study compared the BFPC detection of particles to a commercial off-the-shelf nonviable particle counter. The BFPC and traditional nonviable active air particle counters were configured for continuous, 1-min samples. All equipment had the same flow rate of 28.3 L/min (1 ft3/min).
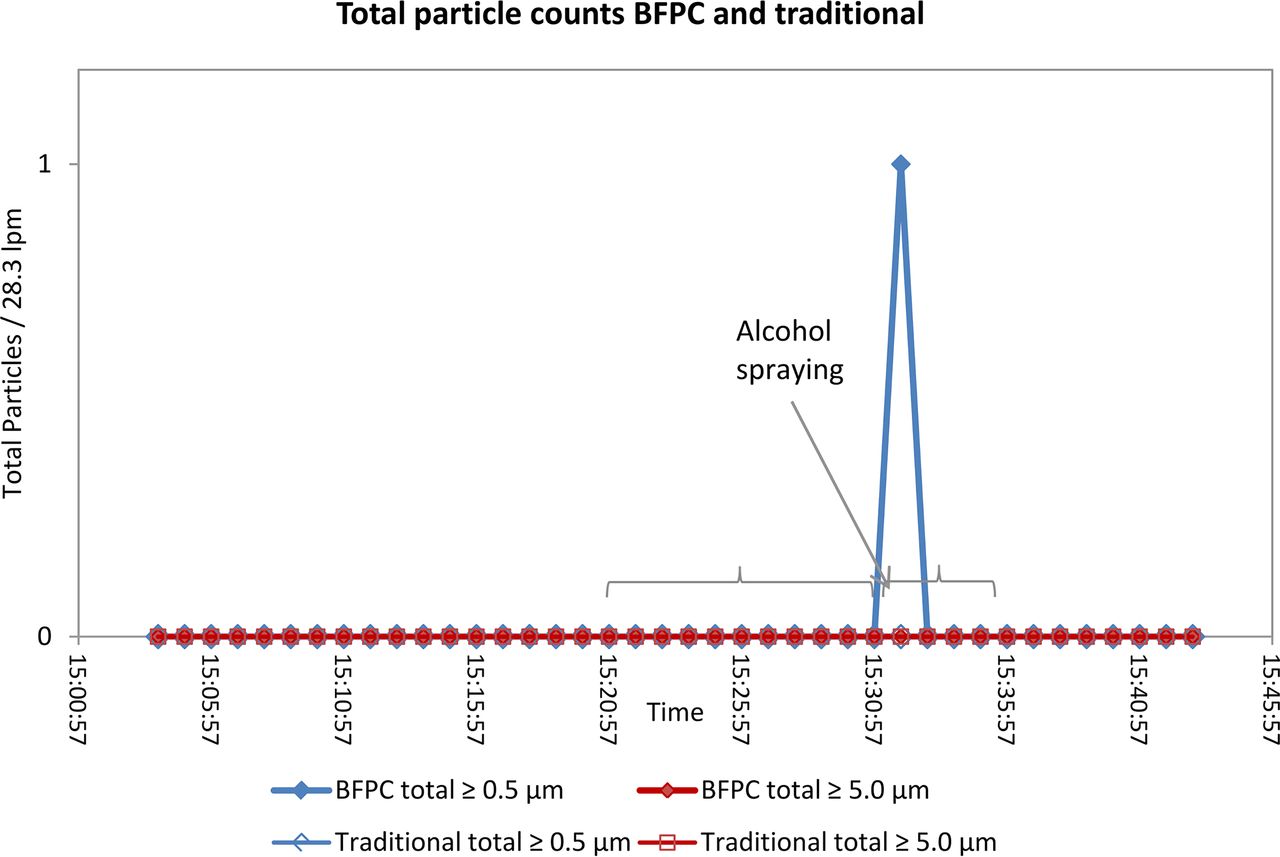
Data in the biosafety cabinet with biofluorescent particle counter and traditional active air particle counter.
Sampling was performed inside the biosafety cabinet with the BFPC and active particle counter isokinetic probes and the sampling head of the viable active air sampler placed within close proximity of each other. The gelatin filter was installed in the BFPC, and parallel sampling was initiated on all instruments.
Simulated sterility testing activities were performed during the sampling to create dynamic conditions. Parallel testing of BFPC, viable active air sampling, and particle counter sampling was performed for 40 min to provide simultaneous monitoring. The gelatin filter was aseptically transferred to a tryptic soy agar plate, and the viable active air samples were incubated as per standard procedure for environmental monitoring samples collected during routine sterility testing.
Sampling was conducted from 15:03 to 15:43 h. Simulated sterility test preparation activities were performed from 15:20 to 15:30 h. In addition, a simulated sterility test execution was performed from 15:31 to 15:35 h. The spraying of 70% IPA occurred at the beginning of the simulated test execution to attempt particle generation during the study.
Comparison to Traditional Viable Active Air Sampler:
Neither the BFPC nor the viable active air sampler detected any airborne viable contamination. Therefore, no comparison could be made between the colonies recovered on the gelatin filter and those on the active air plate, as no colonies were present on either plate.
Comparison to Active Air Particle Counter:
The BFPC detected one particle ≥0.5 μm in size at 15:31 h, at the time of the spraying of 70% IPA which occurred during the simulation; no other particles were detected by either system.
The results of this study demonstrated that the BFPC is not prone to false-positive viable counts, and the BFPC appeared to be able to distinguish between viable and nonviable particles during the alcohol spraying.
Summary of Data Sets:
The four sets of data representing >20 days of continuous monitoring in Grade A areas provide confidence that the BFPC systems have low particle and AFU counts in these areas, which are in line with the current state-of-control for pharmaceutical manufacturing. The data sets demonstrated that commercial systems are robust and can operate in current manufacturing environments. The data demonstrate the value of knowing the precise time of events and enable understanding of the impact of activities in manufacturing areas; 1-min data points provide resolution to identify potential sources of particles. Finally, the BFPC-based systems may provide active feedback for process understanding—potentially a major step forward in process control.
Grade B/C/D Areas
Grade B/C/D areas have less stringent controls and limits, because the risk to the product and patient is determined to be lower. The settle plate microbiological limits during operation for Grade B/C/D are 5, 50, and 100 CFU per 4 h, respectively. The active air sample limits per cubic meter are twice the settle plate limits. The BFPC systems provide both viable and nonviable data simultaneously while enabling the rapid response to shifts in the environment. The current limits for viable counts suffer from averaging during manufacturing. It has been shown that transient events (eg, door openings, personnel entering) may be an order of magnitude higher than the average during operation, but the length of sampling time prevents accurate time resolved understanding and interpretation. Lower grade areas may provide opportunities for parallel testing that is nonzero compared to Grade A manufacturing, thereby demonstrating statistical comparison to traditional methods. This paper will not discuss the use and impact of BFPC in Grade B/C/D areas; this will be the topic of a future paper.
Regulatory Perception
BFPC is a novel technology less than a decade old; there is little regulatory guidance on the application of the system. Both the Agency inspectorate and pharmaceutical manufacturers are conservative based on the role of pharmaceutical products and patient safety. The hesitation to fully implement the systems is based on industry opinion that the settle plates and active air samplers provide continuous coverage, and large historical data sets require extensive parallel studies to eliminate these process interventions.
There is no conventional analog for BFPC, and the group has developed a framework of potential questions and responses about the system.
What about suitability (verification) testing of BFPC systems? The BFPC systems are compliant with International Organization for Standardization (ISO) standards for particle counters with an additional fluorescence detector to measure autofluorescence (14, 15). The BFPC systems are ISO-compliant particle counters with fluorescence detectors and appropriate validation methods. Periodic system checks are performed with the BFPC the same as current active air particle counters. The use of actual bacteria to verify the AFU detector response in aseptic manufacturing areas creates an unacceptable risk. Commercial fluorescent beads have been developed, and the National Institute of Standards and Technology (NIST) has evaluated a standard reference material that can be used to demonstrate the system performance. NIST supports the development of a stable, consistent, and well-characterized standard reference material (SRM) that can be used as a surrogate for microbial samples.
How will you respond to AFU counts? The conservative approach is to react to AFU the same as to CFU in aseptic manufacturing. There is an expectation for sample capture to provide incubation and potential identification of any AFU counts. The challenge of stressed or viable but not culturable (VBNC) microorganisms is a valid concern; we would suggest that manufacturers perform reasonable attempts to culture and identify sources of AFU, at least during initial system setup. In addition, it would be prudent that open product that may have been exposed during the AFU event would be segregated for evaluation rather than discarding the product.
Can we separate the viable and nonviable AFU counts? No, the technology uses biological autofluorescence to identify NADH and other biological indicators. These indicators are also present in stressed and intact dead cells. Owing to the risk, sample capture and incubation of AFU counts are required for potential confirmation.
What action and alert levels are suggested for Grade A and isolators? The BFPC system will maintain the same nonviable particle counts and use a limit of no >1 AFU per cubic meter. Any AFU counts require sample capture and incubation of gelatin filter for potential identification of AFU counts. The initial approach will be that 1 AFU is equivalent to 1 CFU, unless a readily assigned cause can be made (eg, cleaning operations, validated interventions). This conservative approach provides alignment to Annex I limits and ensures that appropriate manufacturing controls are established.
What is the regulatory requirement for implementing BFPC? Environmental monitoring is an inspectional rather than registration change for manufacturing. The challenge for companies implementing BFPC will be demonstrating process control. In addition, education of the inspectorate and collaboration across the industry provides the best approach to improved EM systems.
Does the guidance in Annex I section 18 regarding “… settle plates, volumetric air and surface sampling,” allow for BFPC to be implemented in manufacturing? There is no official response from the agencies as to the role of this technology; settle plates are historically accepted and have a comfort level for inspectors. The improved process knowledge for the continuous monitoring with no required interventions should satisfy the intent of aseptic EM, ensuring a state-of-control during manufacturing.
How does improved process control aid the inspectorate during audits? The systems provide improved data integrity with time-based information and allow the inspectorate to accurately evaluate the impact of operator manipulations in critical zones. With rapid detection, the operator training evaluations may be enhanced. Ultimately, reduced interactions with fewer personnel in the classified areas enable improved controls over the aseptic areas and provide the inspectorate an overview of the activities, impacts, and state-of-control during manufacturing.
Business Benefits
Many companies purchase a BFPC system during the course of an investigation to rapidly identify the source of contamination. This is a noncompendial role of the system to provide a “microbial sniffer” role that can be used the locate point sources of contamination. The system can also be used to evaluate room recovery after shutdown or maintenance operations. The financial benefits of being able to ensure microbial corrective and preventative actions (CAPA) are clear, enabling companies to return to manufacturing rapidly and confidently. One company estimates that the BFPC systems enable 6 additional manufacturing days of capacity annually owing to closing investigations quicker and being able to release manufacturing areas to production faster. The cost of the instruments (US$50,000 to 85,000) may seem high for traditional microbial testing; the insight and process knowledge is transformational for investigation understanding. Previously, investigations would rely on operator memory and training logs to identify sources of contamination. The automation and continuous nature of BFPC testing has demonstrated that data integrity and reduced operator interactions support human error reduction initiatives; based on the data in this paper, we are able to show the time and activities occurring during operations provide clear benefits over traditional methods.
The primary goal for continuous microbiological monitoring is improved process understanding and reduction of operator interventions for the use of settle and active air sampling. The BFPC systems provide improved sensitivity and rate of response to changes in the manufacturing environment. The cost of settle plates is around $1 each; the complete cost of labor, testing, reading, and quality oversight increases the costs to $6 to $10 per plate; several sites reported >500,000 EM plates annually. Settle plates and environmental monitoring are highly manual and subjective testing, relying on training and documentation to provide meaningful information. Current settle and active air sampling plates are replaced on average every 4 h; the benefit is reduction of half the EM plates. Additional opportunities for the reduction through reduced settle and active air sampling frequencies using gelatin agar plates are validated for 9-h continuous sampling. This would cut the number of plates by at least half in the microbiological laboratory.
Conclusions
Biofluorescent particle counting provides continuous, sensitive, real-time incisive environmental monitoring, enabling reduced process interventions, reduced personnel in critical zones, improved process knowledge, and assurance of product quality. The systems have demonstrated the ability to detect low-level changes in aseptic manufacturing areas and are ideal for classified manufacturing areas. The systems provide insights into operator interventions and provide rapid information of manufacturing areas supporting product quality and patient safety. The transition from settle plates to BFPC will require characterization of current environmental state-of-control during operations and alignment of regulatory guidance for the classification of manufacturing areas when using new technologies.
The data sets and review of BFPC technology provide introduction for the implementation and use of the technology in aseptic manufacturing. We have evaluated a new unit of measure, sample capture, and large data sets to demonstrate monitoring and control of aseptic manufacturing areas. The goal is to provide improved process knowledge, decreased operator interventions, and ultimately real-time information for aseptic manufacturing areas. Finally, the technology is required to support the future manufacturing technology roadmap that may include gloveless isolators and smaller scale manufacturing while providing sufficient data to assure patient safety.
Conflicts of Interest Declaration
The authors declare that they have no competing interests.
Acknowledgements
We thank Constanze Reinhard of Lonza, a valued team member, who unfortunately passed away in 2017, for her contribution to the development of the ideas in the paper. Many improvements were suggested by many subject matter experts who reviewed the manuscript. The work was facilitated by BioPhorum. More information can be found at www.biophorum.com.
- © PDA, Inc. 2019




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Jump to section
- Article
- Abstract
- Introduction to Biofluorescent Particle Counting
- Opportunities and Challenges of Settle Plates and Active Air Sampling
- Role of the Bfpc In Manufacturing
- Potential Implementation Strategy
- Data Collection and Presentation
- Grade A Manufacturing Areas, Restricted Access Barrier System, and Isolators
- Data Sets
- Grade B/C/D Areas
- Regulatory Perception
- Business Benefits
- Conclusions
- Conflicts of Interest Declaration
- Acknowledgements
- References
- Figures & Data
- References
- Info & Metrics
Related Articles
Cited By...
- A Commentary on "Understanding the Non-Equivalency of Bio-Fluorescent Particle Counts versus the Colony Forming Unit"
- Challenges Encountered in the Implementation of Bio-Fluorescent Particle Counting Systems as a Routine Microbial Monitoring Tool
- A Discussion on Bio-Fluorescent Particle Counters: Summary of the Process and Environmental Monitoring Methods Working Group Meeting with the FDA Emerging Technology Team
- Environmental and Personnel Monitoring Programs--A Risk-Based Case Study of Cutibacterium acnes
- Practical Applications of Biofluorescent Particle Counting in Environmental Monitoring Investigations