
Abstract
Buffer solutions are a critical component of the manufacturing process for therapeutic proteins and other biomolecules. The traditional way to make and use buffers is space and resource intensive, creating operational bottlenecks that impact efficiencies and costs. Here we describe a full-scale, current Good Manufacturing Practices (cGMP) capable buffer stock blending system that has an open-source, configurable design and that overcomes the challenges of traditional buffer preparation. The system comprises simplified control and operation using mass flow to provide on-demand supply of buffer solutions. The system also has self-cleaning capability and is amenable to be operated as a closed system. The data will demonstrate the excellent performance and capabilities of the system as well as illustrate its potential transformative impact on biomanufacturing.
Introduction
Buffer manufacturing represents a significant portion of the manufacturing operations, facility footprint, labor, and cost in a biologics facility. Additionally, the supply chain, quality control, and quality assurance associated with buffer manufacture is significant and extends beyond the facility. Buffer production can also become a productivity bottleneck as process efficiencies and throughput are increased. The future of buffer manufacturing needs to address the flexibility, speed, cost, and quality drivers concomitant with the advances in process technologies. Although the use of buffer concentrates and the related in-line dilution and conditioning concepts are gaining momentum, widespread change and adoption of advanced buffer manufacturing is required to address future needs. A collaborative, global team of experts from across the industry, including engineering firms, equipment and control providers, and development and manufacturing experts have designed, developed, and successfully tested a full-scale, current Good Manufacturing Practices (cGMP) manufacturing ready, on-demand buffer manufacturing system that we call the NIIMBL-BioPhorum Buffer Stock Blending System (BSB System) (1). Further, the BSB System has been developed with the idea of making available the entire design and details of the system as an open-source design, with the primary goal of democratizing the technology thereby accelerating widespread adoption. The intent is to allow the open-source design to be freely shared, used, and modified by anyone. In this article, the design, performance, and impact of the BSB System are presented.
Background
Buffer solutions are critical to the biopharmaceutical industry, impacting process robustness, product quality, and yield as well as accounting for a high proportion of capital and operating expenditure (2, 3). Buffers are the largest constituents by volume in bioprocessing, as preparation and storage occupies a significant proportion of a biomanufacturing facility's footprint, labor requirements, and capital costs (4).
Buffer demand is directly correlated to bioreactor volume and titer, thus improvements in upstream processes and intensification have resulted in bottlenecks in buffer manufacture and supply (5). These bottlenecks are further exacerbated by the challenges associated with scheduling solution preparations.
Although the level of process automation has increased significantly, buffer management remains highly manual. It includes operations such as weighing and dispensing, kitting, material movement, buffer preparation, and transfer to the process areas. Buffers have traditionally been prepared in a batch mode by adding raw materials in powder form to water in fixed stainless-steel (SS) vessels or single-use (SU) mixers with a dedicated preparation per unique buffer.
In-line dilution of buffer concentrates enables considerable reduction in the volumes of liquid required, but it has a limited impact on operations in the buffer management lifecycle and the overall number of solutions required. BSB is an alternative technology in which highly concentrated solutions of single components (stock solutions) are precisely mixed with water to produce desired buffers.
The development of continuous buffer preparation methodologies has the potential to significantly improve biomanufacturing by enabling a wide range of unique process buffers to be produced on demand at the required quality and accuracy from a relatively small number of common stock solutions. By reducing buffer volumes, footprint, and operational complexity, the methodology simplifies buffer preparation.
In-line buffer preparation systems can be controlled using mass flow control or with pH-and/or conductivity feedback control as demonstrated by commercially available systems such as those provided by Cytiva and Asahi Kasei (6, 7). Mass flow control achieves high levels of accuracy by using Coriolis mass flow meters and strict control of stock solution composition. Although strict control of stock composition is required, the required accuracy is easily achieved with traditional buffer preparation procedural controls. pH-flow and pH-conductivity control use feedback from sensors to provide the potential for tighter control of pH and conductivity (8, 9). However, the pH and conductivity meters are subject to drift over time thus impacting the long-term system performance (10). There are also potential concerns associated with varying buffer composition between batches due to the real-time adjustment of composition.
In this article, we demonstrate that simple mass control works very effectively without the added complexities of feedback control.
The adoption of in-line buffer preparation technologies has been limited due to several factors. High initial capital and design cost for customized systems provides a barrier to implementation, particularly for existing facilities. Further, the use of proprietary technologies and the lack of experience limits deployment. The use of in-line buffer preparation, particularly when performed on demand with real-time release to the process, represents a step change in methodology for an industry that can be slow to enact change (11). The relatively slow rate of buffer technology adoption results in significant untapped potential in the industry.
To address some of the hurdles to adoption and implementation, a full-scale cGMP ready buffer manufacturing system was designed, developed, and constructed by a collaborative team with participation from a variety of organizations. This system employs mass flow-based control, incorporates commercially available components, with a comprehensive set of features, including self-cleaning, water for injection (WFI) conditioning, modular components, controls, and configuration, as well as the ability to interface with external equipment. In addition, to remove barriers to adoption, an extensive amount of test data will be made available along with the design details in the public domain as open-source. This article summarizes the evaluation of the features, performance, and likely impact of the BSB System, providing a basis for users to obtain an initial, objective evaluation and thus lowering the barrier for implementation of the technology into cGMP manufacturing.
Materials and Methods
The materials and methods for skid operation are described in this section.
Materials
The stock solutions chosen were buffer components used in typical monoclonal antibody (mAb) downstream purification processes. The following stock solutions were used: 1 M Sodium Hydroxide (Puritan Products, Inc., Cat. No. 76,266-840), 0.1 M Sodium Hydroxide (Gibco, Cat. No. A4782602), 3 M Sodium Chloride (Avantor, Cat. No. XL-433), 3 M Sodium Phosphate Monobasic Monohydrate (Gibco, Cat. No. A47670BA), 0.4 M Sodium Phosphate Dibasic Dihydrate (Gibco, Cat. No. A47649BA), 0.3 M Sodium Acetate Trihydrate (Gibco, Cat. No. A47527BA), 1 M Acetic Acid (Puritan Products, Inc., Cat. No. 250055GMP), 1 M Tris HCl (Avantor, Cat. No. XL-433), 0.3 M Tris Base (Avantor, XL-434), and 3 M Ammonium Sulfate (Avantor, Cat. No. XL-435).
Equipment and Instruments
The BSB System is designed with a Compact Logix 1769-L38ERM process automation controller and associated input/output (I/O) modules. In addition, the Orion Star A215 pH/conductivity meter and a ÄKTAprocess 10 mm Polypropylene (PP) Gradient chromatography skid from Cytiva, Inc. were utilized. On demand buffer preparation and delivery to an external system, utilizing Open Platform Communications Unified Architecture (OPC-UA) communications, was tested with an ÄKTAprocess chromatography skid.
Methods
Offline pH and conductivity samples were measured using the Thermo Scientific Orion Star A215 Benchtop Meter. The meter was calibrated daily using the manufacturer's recommended method for pH and conductivity. A two-point calibration was performed using pH standards 4, 7, and 10 and a two-point calibration using conductivity standards 1413 µS/cm and 12.9 mS/cm.
BSB System Operation:
A two-point calibration of the pH probe was performed using pH standards 4, 7, and 10. For the conductivity probe, a two-point calibration was performed monthly using conductivity standards 1.406 mS/cm and 107.0 mS/cm.
Recipes for buffers can be entered into the BSB System through the human machine interface (HMI). The BSB System, connected with appropriate stock solutions and WFI line, is started, with the outlet directed to drain. Subsequently the WFI break tank is filled and the stock pumps are primed. Upon initiation of a recipe, the system starts the WFI pump and achieves the target flow rate. The relevant stock pumps are turned on and set to an initial RPM (derived from a look up table) and subsequently set to PID control to achieve the target flow rate. Upon achieving all the predetermined criteria for a specified duration of time for the recipe and the system, namely, achieving individual flow rates within set thresholds, achieving total flow rate within the threshold, and achieving pH, conductivity, temperature, and pressure within the ranges, the outlet flow is switched from drain to the appropriate outlet specified in the recipe. When the specified final amount of buffer has been sent through the specified outlet, the flow is switched back to drain and the pumps are shut down.
Data are collected from the system's sensors, control devices, and the process automation controller. The data are stored in structured query language (SQL) databases and a time-series data historian for reporting, trending, and data analysis. Figure 1 shows the data flow and the system architecture. The data flow was designed with security, data integrity, and redundancy for use in both non-cGMP and cGMP environments. An electronic batch report is generated to detail the steps that occurred within the batch process and the associated pass/fail criteria. The stored data can be utilized to create trend plots to visually display the process behavior during recipe operations. Live trending supports visualization of the data during the run. The historian data can be exported from the system for performance of data analysis.

System architecture for the BSB System. IP, industrial protocol; HMI, human machine interface; OPC UA, Open Platform Communications Unified Architecture; OWS, operator workstation; SQL, structured query language.
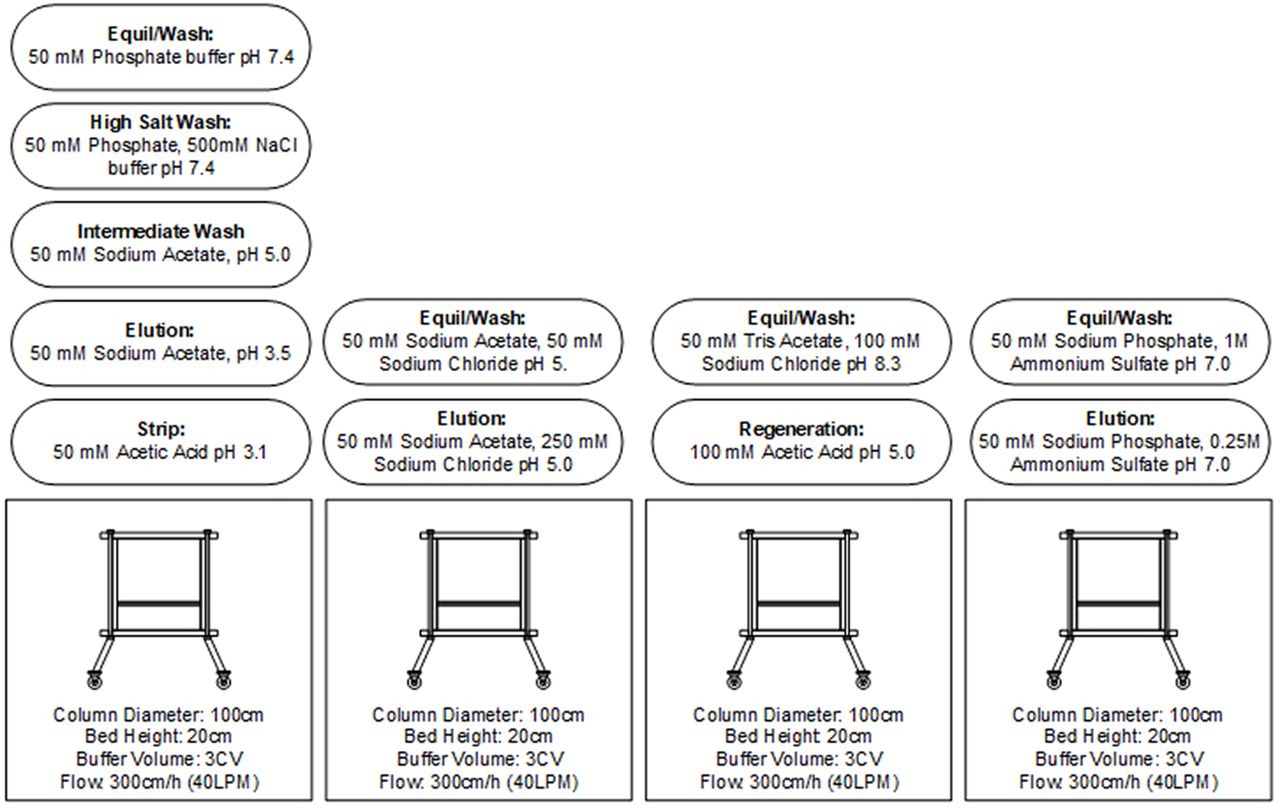
Recipes to demonstrate BSB System capability for use in buffer preparation for a typical mAb process were created as per Figure 2 and included 11 unique process buffers representing four chromatography steps (Protein A, CEX, AEX, and HIC) employing eight stock solutions. The buffer flow rates were determined based on achieving the equivalent of 300 cm/hour for 80 and 100 cm diameter columns at a 20 cm bed height representing a midsized mAb production scale (∼2000 L bioreactor scale). Three samples were taken from each buffer for offline pH and conductivity measurement at time points representing the beginning, middle, and end of buffer delivery for each buffer. Figure 2 shows the buffers for each chromatography step and the corresponding column dimensions used.

Buffer composition and flow rates for typical monoclonal antibody process.
Connection of BSB System with the ÄKTAprocess System:
A 10 mm ÄKTAprocess skid from Cytiva Inc. was connected in line with the BSB System outlet to demonstrate on-demand buffer delivery to a chromatography system. The outlet of the BSB System was directly connected to the ÄKTAprocess, bypassing the inlet manifold and inlet Pump A. The ÄKTAprocess skid running on the Unicorn Version 7 worked in coordination with the BSB System. The buffer recipe “ID”, buffer quantity and buffer flow rate were sent to the BSB System. Upon meeting the required buffer quantity, the BSB System and the ÄKTAprocess skid jointly complete the recipe. Once the recipes were preprogramed, an entire chromatography step was run from the ÄKTA without a need to interact with the BSB System.
Pump/Stock Selection:
Up to three stock solutions were connected to each pump. Table I shows the stocks connected and the flow rate ranges used. Stock components were selected based on the buffers to be produced. The stock solution concentrations were then chosen to correspond to the desired final buffer concentrations. In some cases, it might prove to be beneficial to designate multiple stock solutions that are the same type but different molarities to enable lower concentrations in the final buffers. Ultimately, the solubility limit of the stock component will govern the highest concentration possible for any stock solution. When selecting buffer stock solutions, one should consider the maximum and minimum buffer flow rates that will be utilized during production. This allows achievement of acceptable precision, while achieving the best efficiency (Dilution Factor). The stock solution selection should also consider the needs across different product campaigns in the facility to achieve efficiency.
Stocks Connected to Pumps and Flow Rates Used
Method for Cost Analysis:
The economic analysis was performed using BioSolve Process software application version 8.3.5.10 (Biopharm Services). The assessment is based on the standard mAb SU BioPhorum TRM process template. Three scenarios were compared at the 6 × 2000 L production scale, traditional buffer prep (using SU mixers), buffer stock blending in the buffer preparation area, and buffer stock blending on demand. All buffers are prepared at the final required concentration once per batch, and the in-house preparation of stock solutions is included using multibatch preparation. In the case of on-demand buffer preparation, buffers for chromatography stages were prepared on demand and fed directly to the chromatography skid with no buffer hold (nonchromatography buffers prepared using traditional methodology). Non-chromatography buffers can be produced by the system but were not included in this cost analysis for simplicity.
The total installed buffer preparation capital cost including installation, automation, pipework, utilities, HVAC (heating, ventilation, and air conditioning), electrical, control, and validation was calculated in BioSolve by the application of a series of cost factors against the base equipment cost. The cost factor is used to determine the total installed cost whereby the total cost of installation is a ratio of the base equipment cost. The associated cost factors for installation, pipework, and automation applied to the BSB System were reduced from 4.13 for traditional to 3.13 for the BSB system as the system requires lower levels of supporting infrastructure and automation development when compared with traditional alternatives.
Results
BSB System Design and Features
The primary design goal for the BSB System was to meet all requirements for use in commercial cGMP manufacturing while also providing the flexibility for use in non-cGMP operations. An overview of the key components and connections is shown in Figure 3. The BSB System was designed to meet the buffer requirements of a 6 × 2000 L SU mAb facility at typical titers of ∼5 g/L. The design allows buffer production over the range of 14 lpm to 60 lpm and can go as low as 8 lpm with appropriately selected stock solutions. This range allows filling of SU buffer bags over a size range of >50 L to >3000 L, or the system could directly feed buffers to a chromatography column with inner diameter (ID) from 45 cm to 120 cm diameter at a linear flow rate of 300 cm/hr through the buffer outlets. The BSB System can mix up to four stock solutions using the four stock pumps and has the ability to add another modular stock pump, if required.

BSB System flow diagram. C, conductivity; F, flow; P, pressure; T, temperature; WFI, water for injection.
Commonly used, commercially available pumps from LEWA and Quattroflow were chosen to meet the flow rate requirements. Two LEWA pumps (model Ecodos, 3-head, 1:9.5 gear reduction with USP Class VI PP pump head, with Siemens servo drive and controllers), one with a 5 mM stroke length providing flow range of 0.4 to 3 lpm and another with a 7.5 mm stroke length providing flow range of ∼0.4 to 15 lpm, were installed. Two Quattroflow 1200HT series 4 headed diaphragm pumps with servo drive and integrated controllers, one with a three-degree cam with a flow range of ∼0.4 to 12 lpm and another with a five-degree cam with flow range of ∼0.4 to 20 lpm, were used. A Quattroflow pump, QF4400 series with a flow range of ∼6 to 60 lpm, was selected as the WFI pump. The system was designed to demonstrate the capability and performance of pumps from multiple vendors, in the spirit of an open-source design. A future end user could specify a preferred pump vendor, if desired.
The BSB System design has 1” 316 L sanitary tubing throughout the main water/buffer line. The 1” tubing on the suction side of the WFI pump is adequate up to ∼50 lpm, and above this there is some cavitation in the WFI pump due to insufficient suction head. This issue was partially resolved by introducing air pressure on the WFI tank above 48 lpm flow rate. In future versions of the system, it is recommended to increase the WFI pump suction side tubing diameter to 1.5”.
Coriolis flow meters are widely considered the most accurate flow meter used in cGMP manufacturing. The BSB System uses Endress+Hauser Coriolis flow meters Proline Promass A, F, and P. The BSB System uses a combination of standard valves and complex machined block valves, manufactured by GEMÜ, as required to meet sanitary skid design and to minimize stock solution dead legs, as shown in Figure 3.
The material of construction for the WFI tank and main buffer supply line is 316 L SS, 20rA max with electropolishing. For the stock solutions, Hastelloy C was selected to provide adequate material compatibility with a wide range of concentrated stock solutions. The pumps on the BSB System use PP in the product contact areas, again to meet the material compatibility requirements of the design.
The BSB System was designed with full clean-in-place (CIP) capability, with no additional CIP skid required. Cleaning solutions (e.g., 0.5 N NaOH) can be attached to a dedicated port on the skid and the BSB System is then capable of fully automated CIP, utilizing the existing water break tank, WFI pump, and stock pumps. Recipes can be developed for a simple WFI flush of the main flow path or the entire skid, or a full CIP with cleaning and WFI rinse.
The BSB System is also designed to allow for full functional closure after attaching the stock solutions to the skid, by use of Colder Products Company (CPC) Steam Thru Connectors. After connecting the stock solution, WFI or cleaning solution can be pumped through the connection for bioburden control and thus functionally closing the BSB System. This capability may allow the BSB System to be installed in Controlled Non-Classified (CNC) space, providing lower facility cost and greater flexibility.
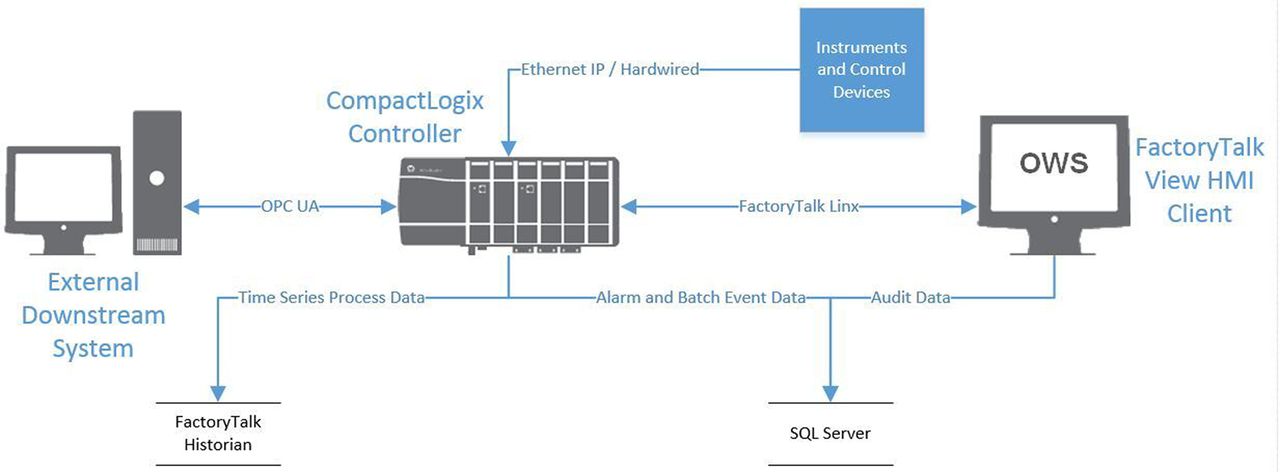
The BSB System hardware design consists of standard off-the-shelf automation control. It utilizes a Rockwell Automation process automation controller, and associated I/O cards, connected to hardwired and ethernet smart control devices and instruments. The software architecture was built with a cGMP mindset for commercial-scale industry adoption. Refer to the general architecture diagram shown in Figure 4 for more details. The historical data collection has robust (and where possible redundant) data flows to allow for data integrity. Software capabilities such as generation of electronic records, electronic signatures, and secure user groups were added to enforce Title 21 CFR Part 11 and Annex 11 compliance. External buffer request workflows have been created using OPC-UA interfaces with external equipment.
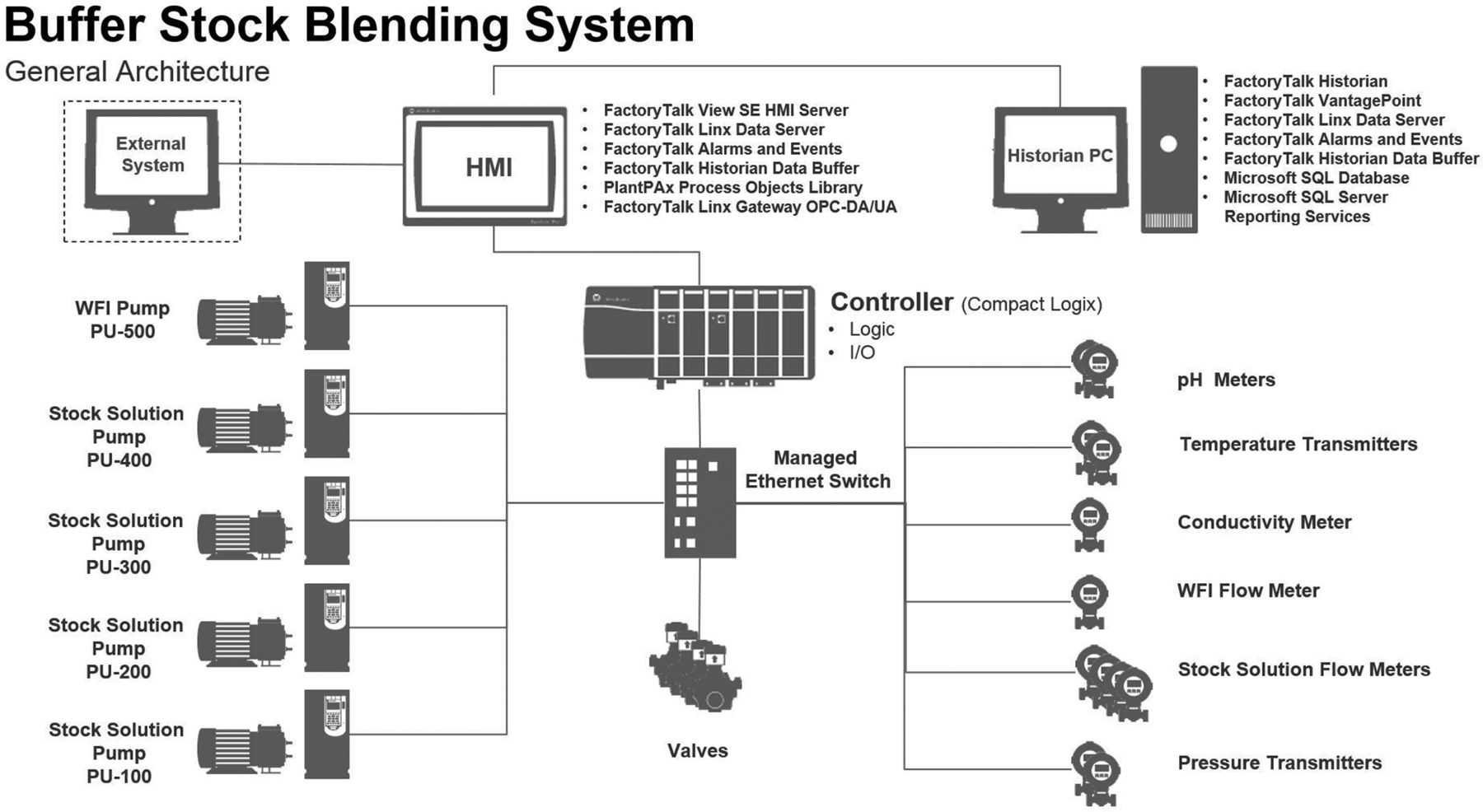
General system architecture of the BSB System. HMI, human machine interface; OPC DA/UA, Open Platform Communications Data Access/Unified Architecture; SQL, structured query language; WFI, water for injection.
The BSB System software design and philosophy has three core tenets: standards, compliance, and connectivity. The BSB System has been designed to follow automation standards for visualization (ISA-101), alarm management (ISA-18.2), and of important note, batch recipe design (ISA-88). By utilizing ISA-88 design philosophies, the automation has been created to allow for flexibility and ease of use regarding buffer recipe creation and future upgrades. The BSB System was designed with compliance in mind to minimize custom application programming by utilizing commercial off the shelf (COTS) objects, such as the Rockwell Automation PlantPAx Process Objects library for visualization and control, and the standard batch and alarm reports.
Process instrumentation data, such as pH, flow, conductivity, and valve feedback, were collected into a historian with event data collected into a SQL Server database. Trending of the data can be performed at the HMI or through advanced reporting using Factorytalk VantagePoint. Event data, such as batch parameters, batch sequence events, user activity, and alarms, can be retrieved through reports from Microsoft SQL Server Reporting Services (SSRS).
System Performance and Impact
BSB System Performance:
BSB System's performance was evaluated and optimized through a series of tests with either water or actual stock solutions. The results from over 100 batches of buffers were used to identify preferred operating ranges for each pump. A demonstration study was performed with optimized settings as well as flow rate ranges. In addition, the ability to connect with external equipment and produce buffers upon request from the external system was demonstrated.
The data from the test batches were analyzed (by calculating percent deviation from setpoint) to determine the ability of the pumps to achieve the target flow rate and maintain that target flow rate throughout the duration of the buffer preparation. Based on this analysis (data not shown), the preferred operating range for the pumps was determined using a criterion of <2.5% deviation and is summarized in Table I.
A demonstration study was performed to show the capability of the BSB System to make process buffers sequentially in-line, representing a complete downstream process with four columns, running within the preferred operating range for each pump (Table I). A representative set of 11 buffers, typically used for the manufacture of a mAb, was chosen as shown in Figure 2. These buffers represent three different buffer families for four different chromatography modalities and therefore should address the needs of most mAb processes.
As described in the Materials and Methods, the buffers were made at a constant flow rate of 25 kg/min and 40 kg/min. Two additional flow rates of 14 kg/min and 57 kg/min were evaluated for selected buffers to demonstrate the range of the BSB System and hence the process scale, while using it in-line with process equipment.
The key metrics to assess buffer production were 1. achieving and maintaining target pH and conductivity, 2. achieving target flow rates, 3. time to achieve all the criteria to collect buffer, 4. percent stock wasted, 5. percent time the system maintained criteria during buffer collection, and 6. Dilution Factor (total mass of buffer/total mass of all stocks used).
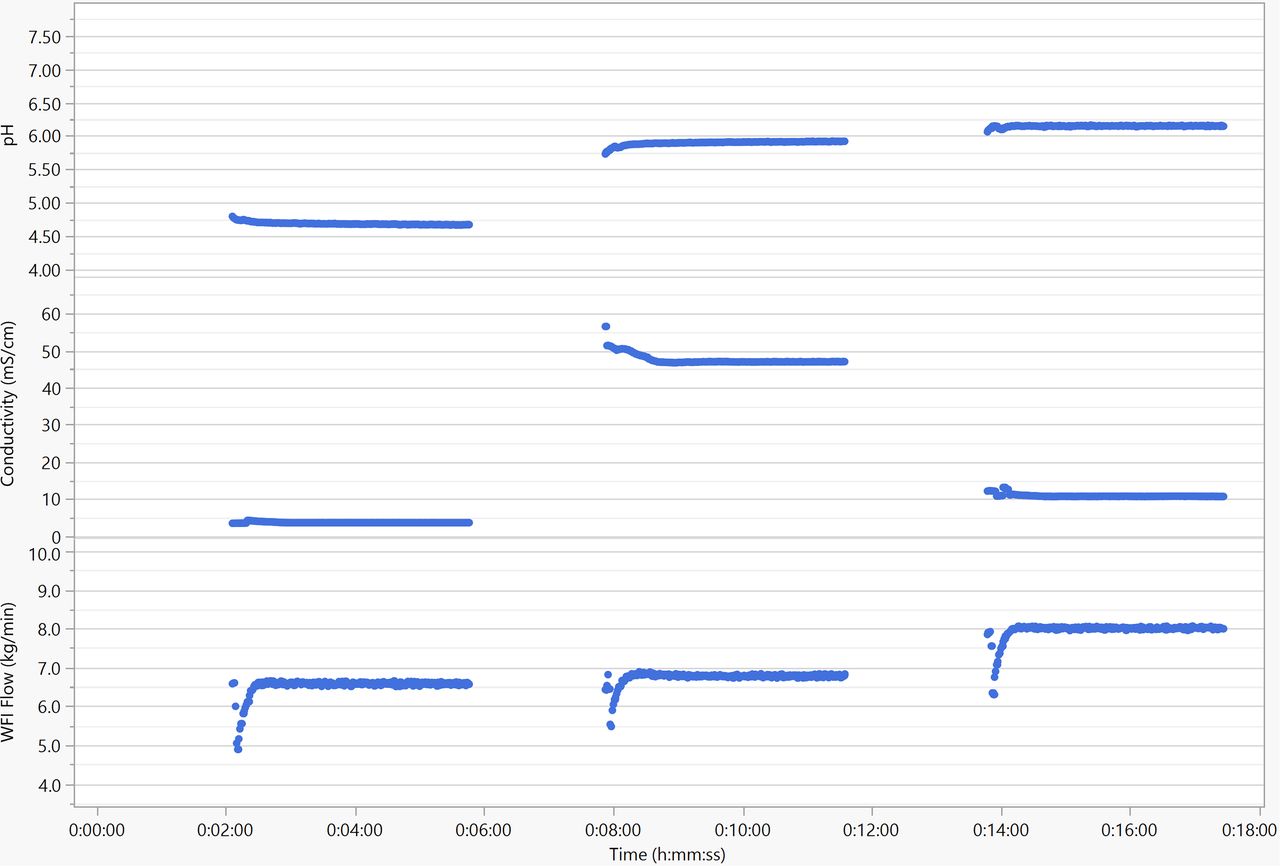
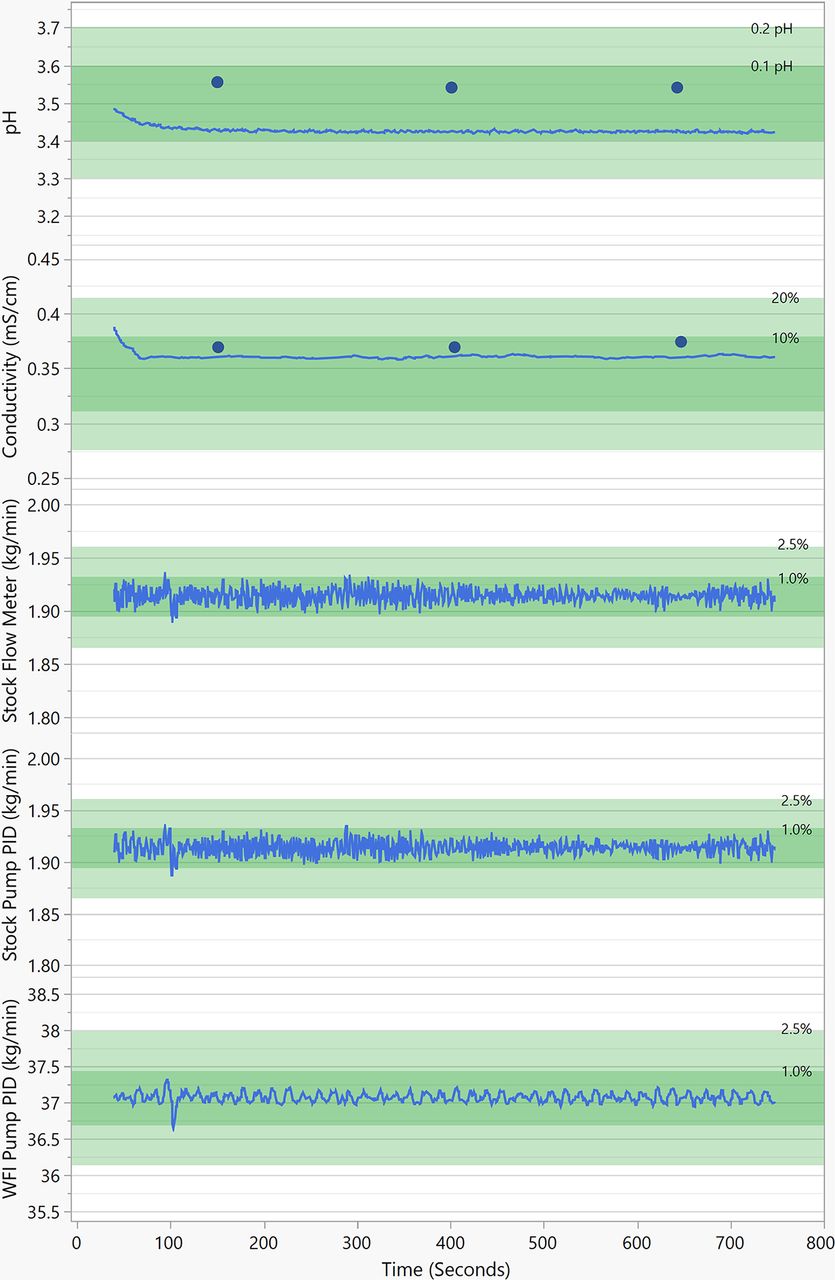
Figure 5 shows the flow rate, pH, and conductivity profiles of a typical buffer production run when the buffer is being collected. The results show that consistent production can be achieved throughout the run.
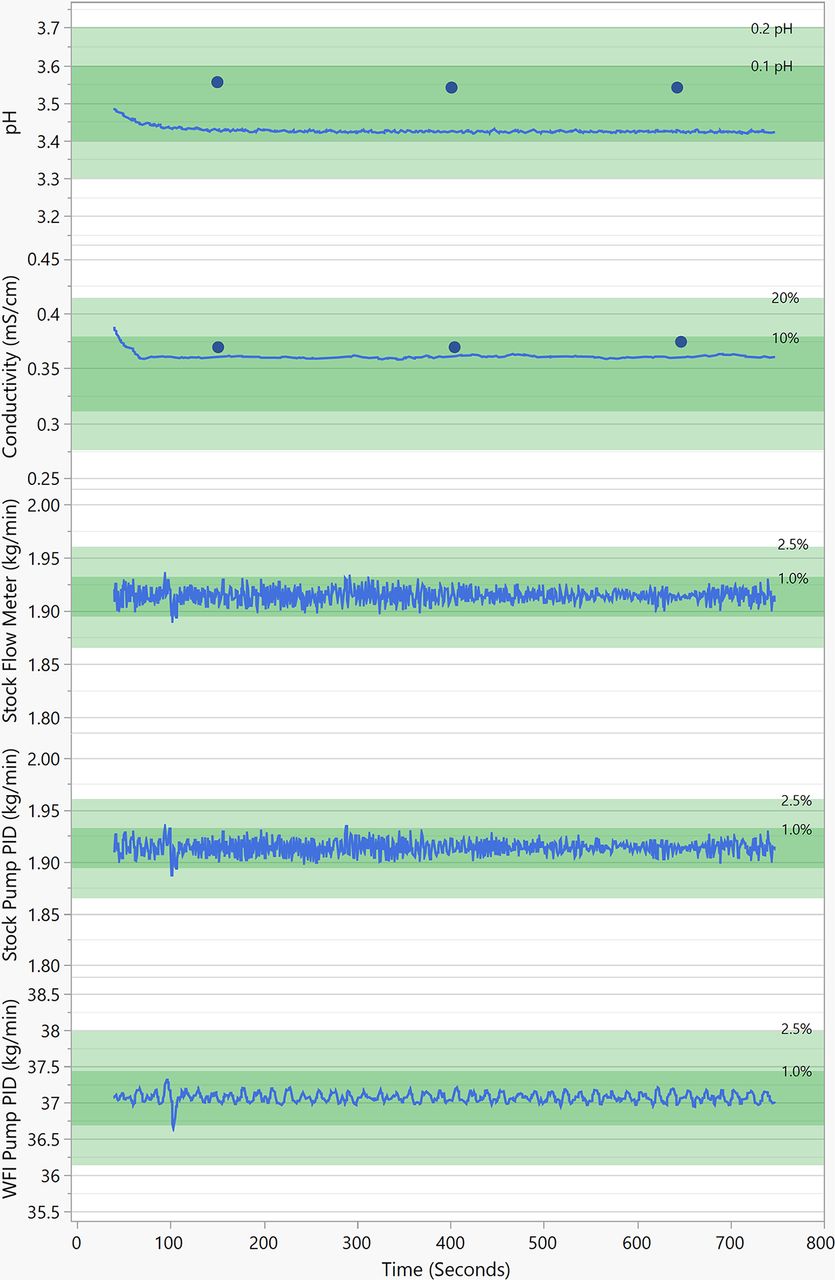
Example buffer run: 50 mM Sodium Acetate, pH 3.5. WFI, water for injection.
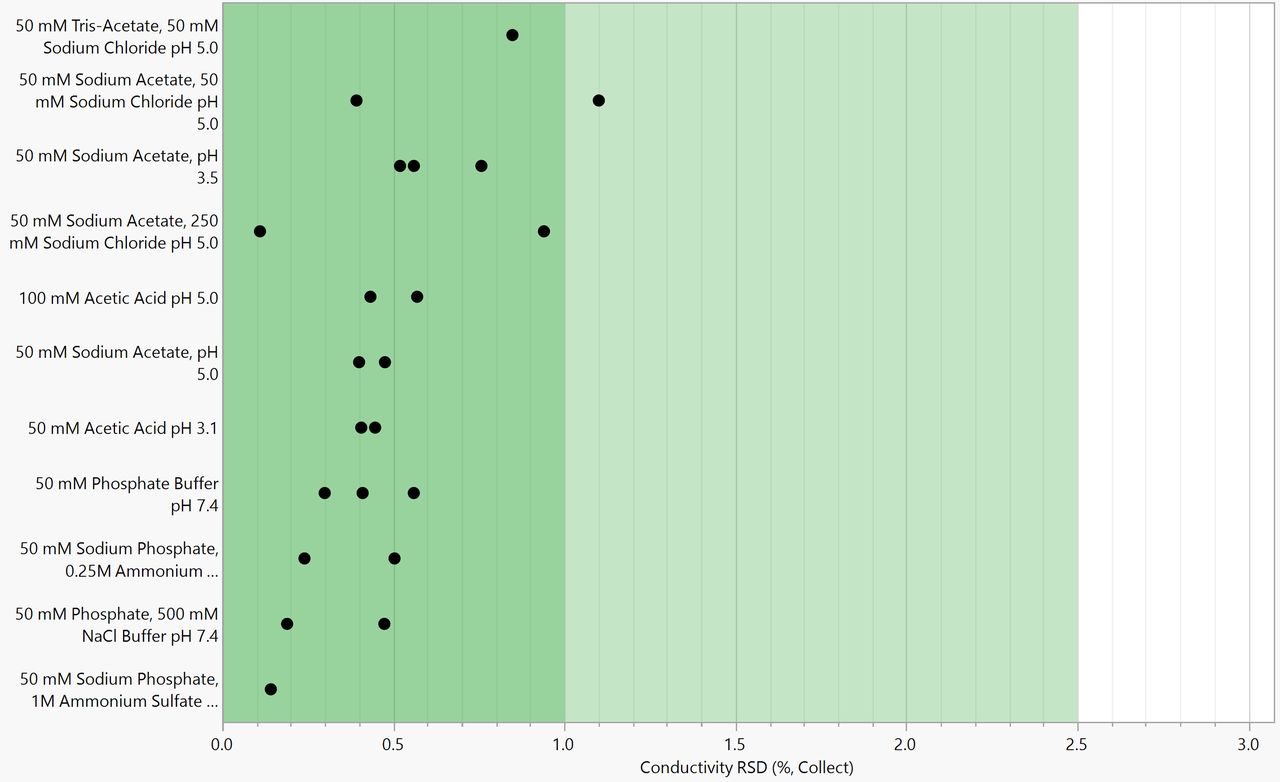
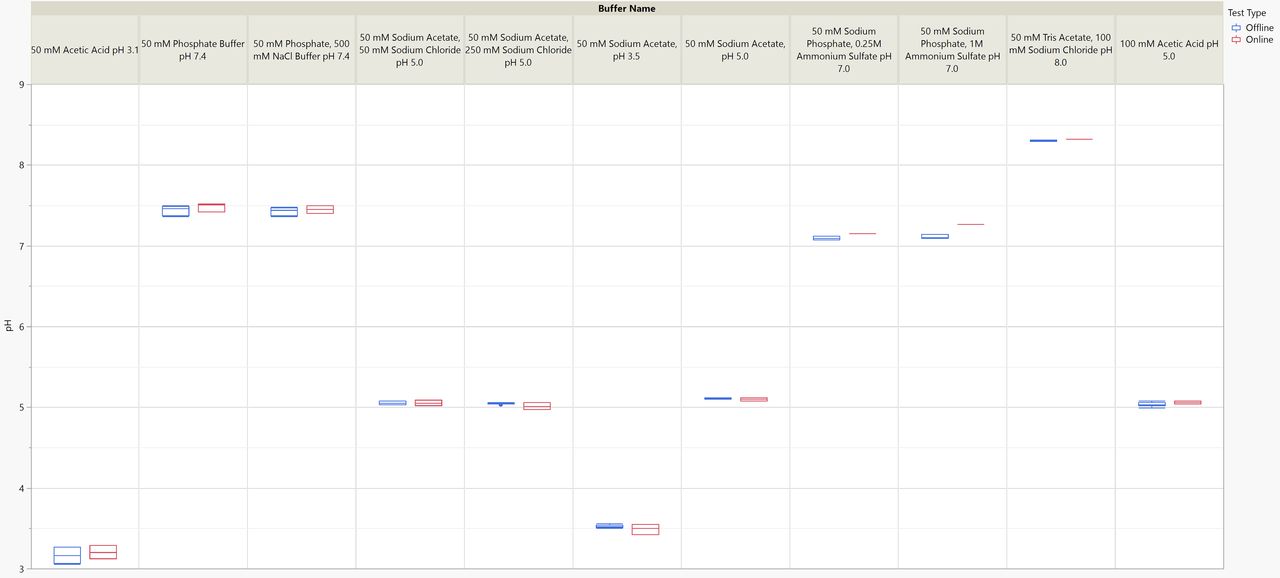
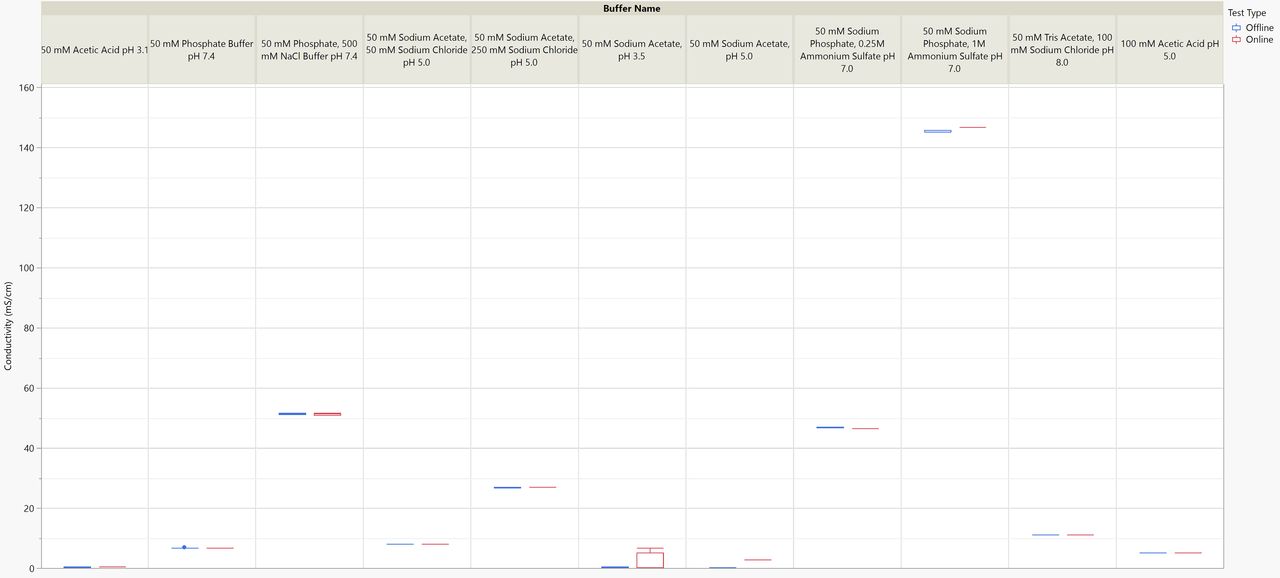
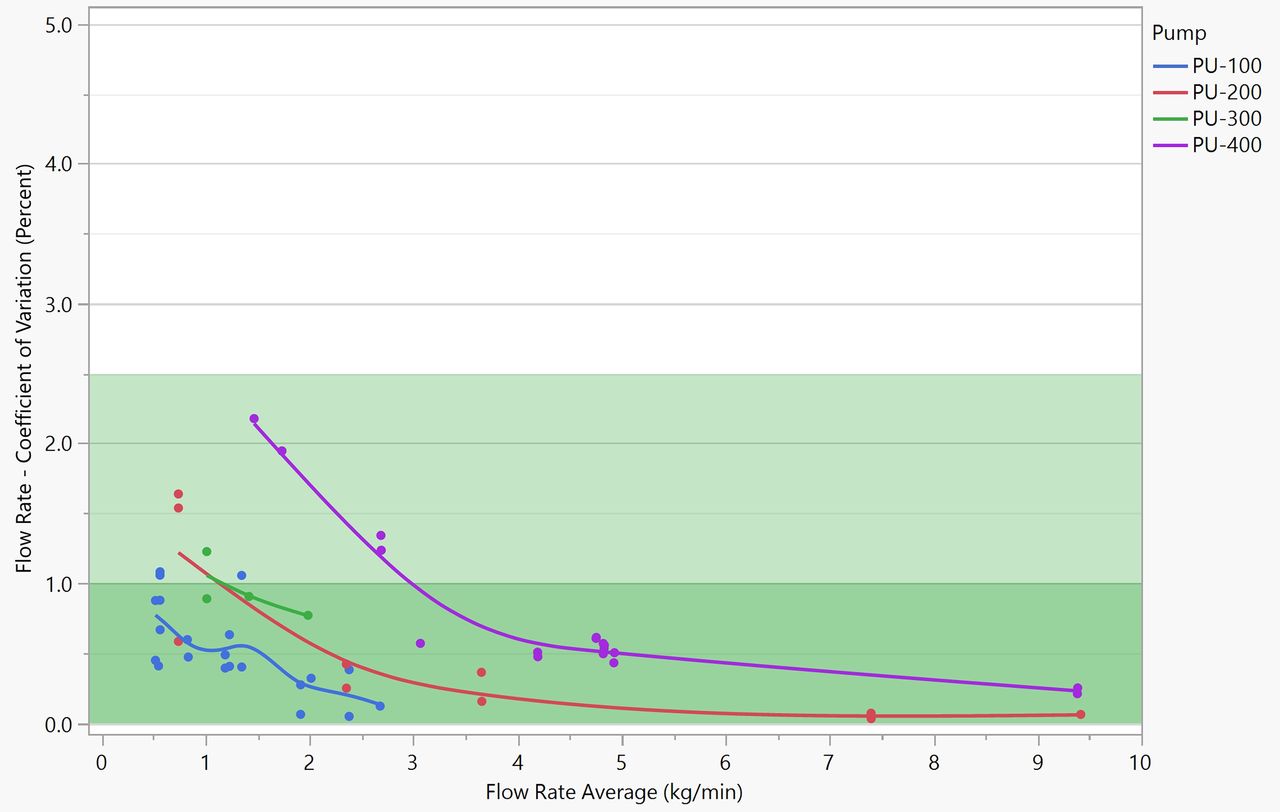
Figure 6 and Figure 7, representing the standard deviation of pH and conductivity during the last 30 s for all the buffers made during the demonstration study, show that the BSB System can achieve a standard deviation (SD) of < 1% for pH and is well within the typical ± 0.1 units that is required and <1% for conductivity across all buffer families and compositions. pH measured offline and online showed excellent correlation as shown in Figure 8, as did conductivity as shown in Figure 9. The performance of the Stock pumps and WFI pump with respect to maintaining the flow rate are shown in Figure 10 and Figure 11 and demonstrate that the flow rate is maintained well within 1% for most of the runs, although Stock pump 4 did deviate close to 2% at a low flow rate.
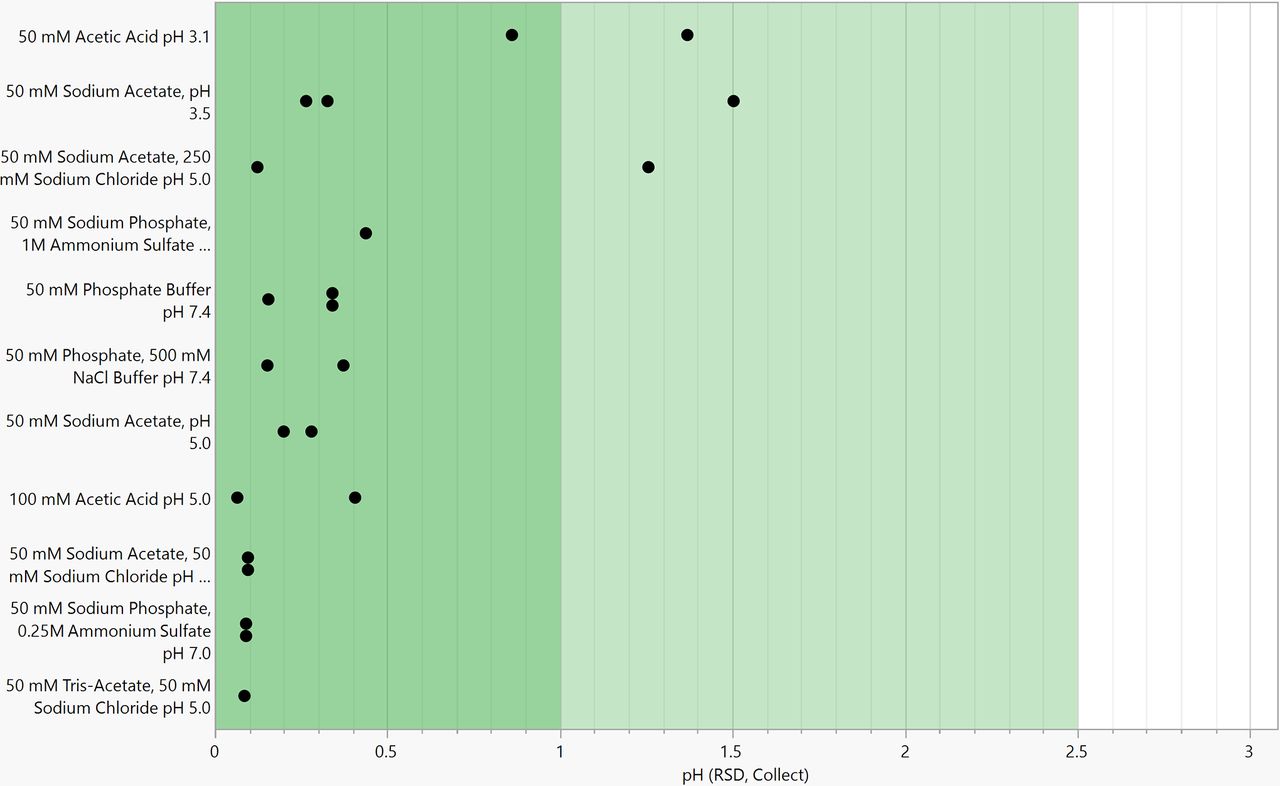
Coefficient of Variation of pH (%CV). RSD, relative standard deviation.
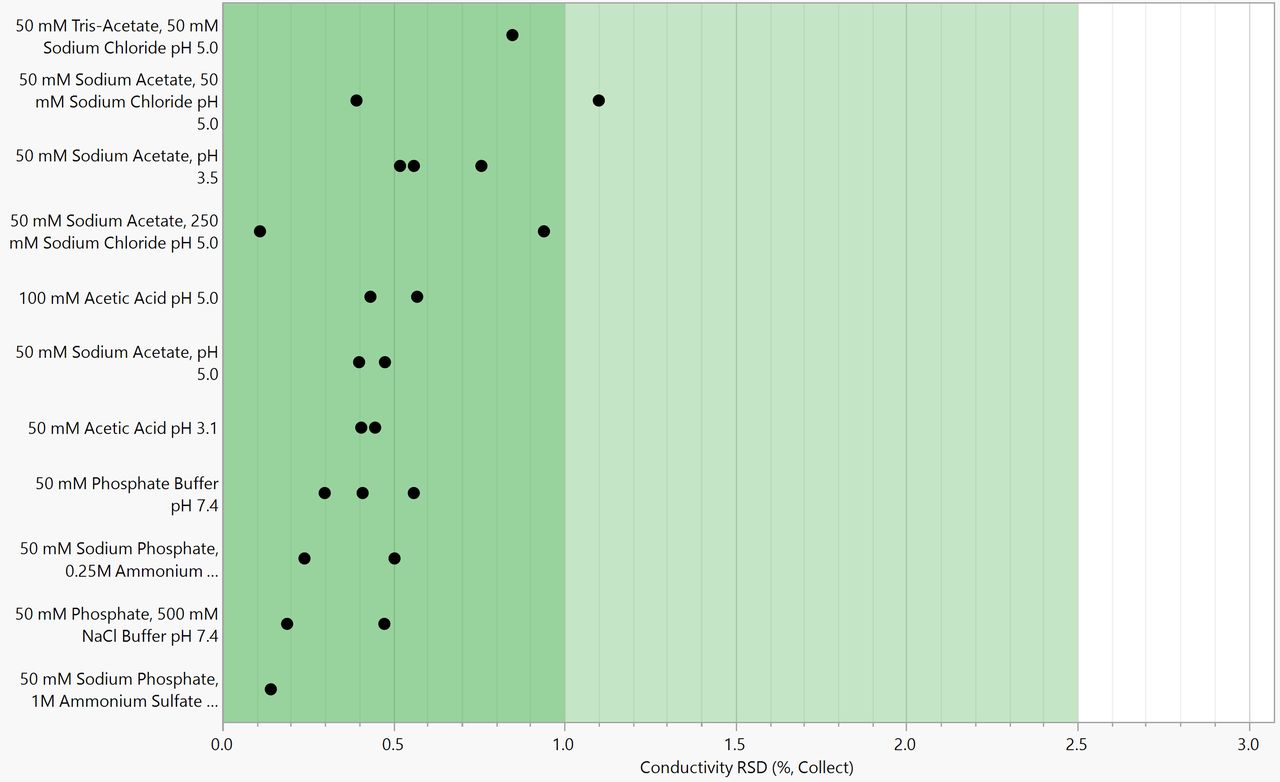
Coefficient of Variation of Conductivity (%CV). RSD, relative standard deviation.

Offline/Online pH comparison.
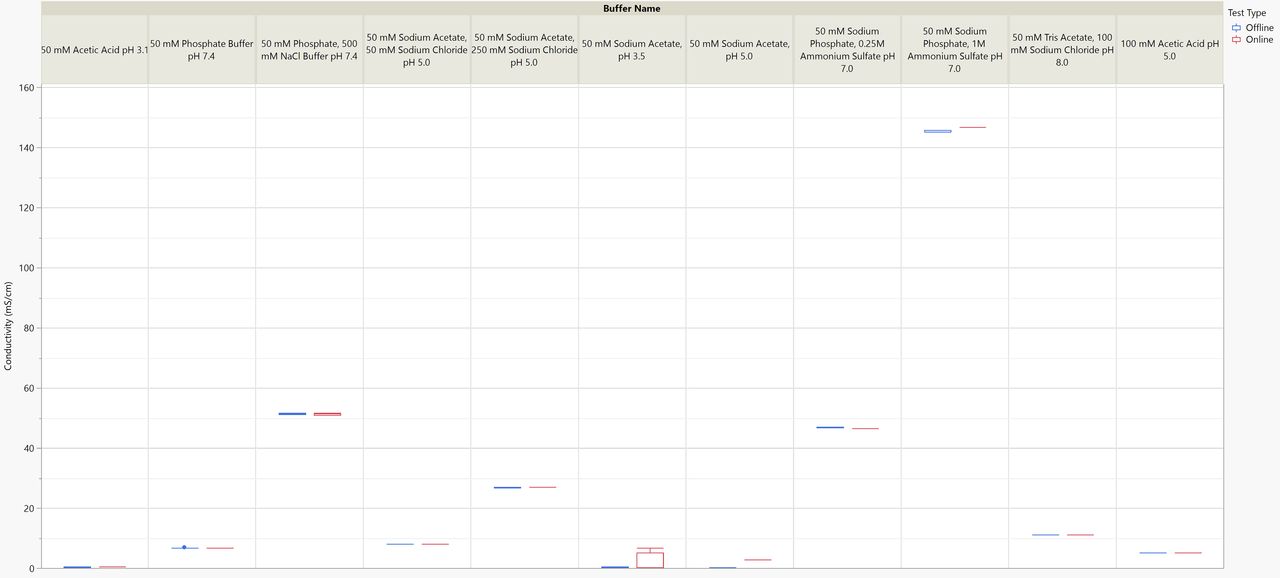
Offline/Online conductivity comparison.

Performance of stock pumps vs flow rate.

Performance of water for injection (WFI) pump vs flow rate.
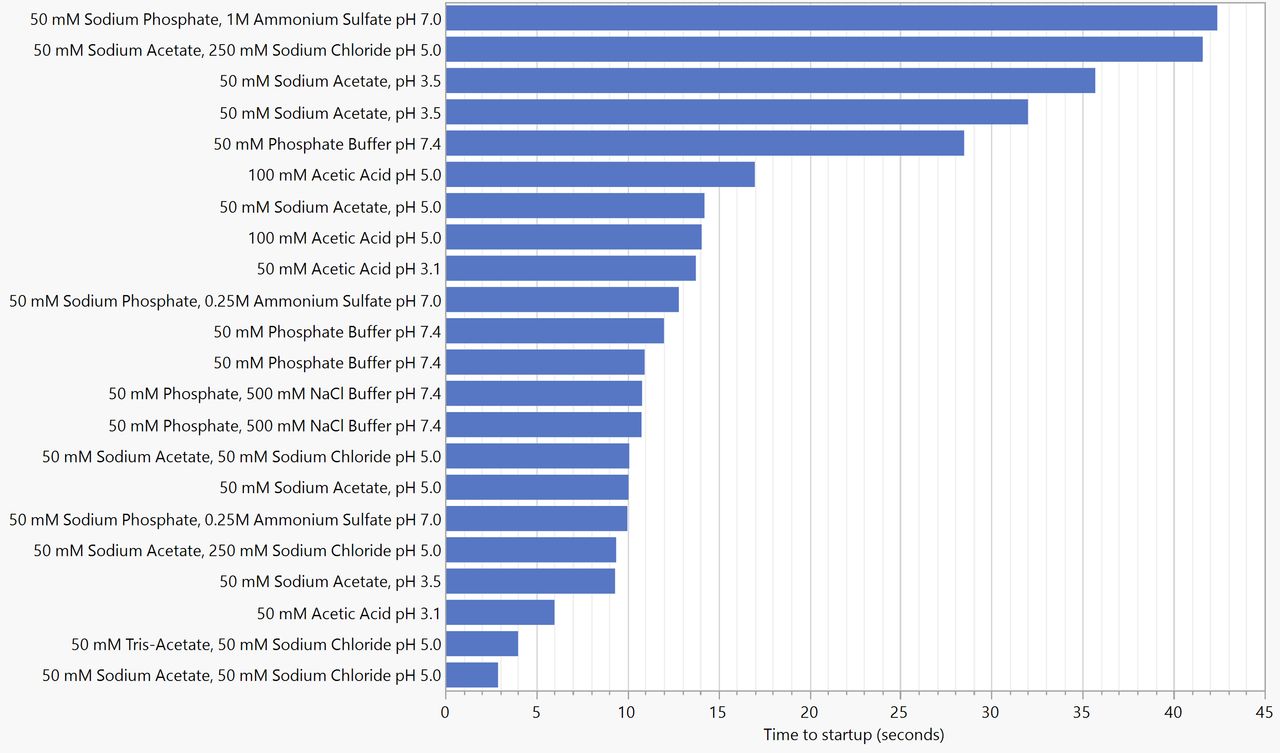
The ability to meet all buffer release criteria is shown in Figure 12. Most of the runs achieved the criteria within 15 s, and all were within 43 s. Based on this observation, the percent stock wasted can be calculated as the amount of stock used up before reaching the collection criteria to the stock used during buffer production. The data are shown in Figure 13, and the result is <5% for most buffers.

Pre-collect startup time.
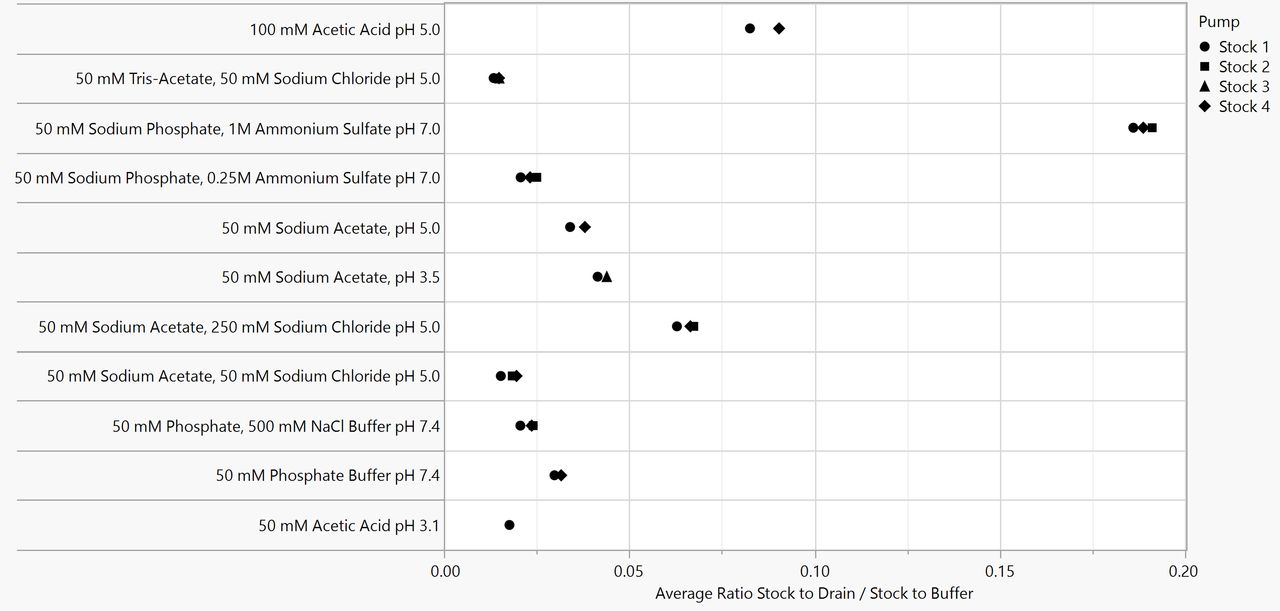
Stock wasted to drain by pump for specific stocks in buffer batches.
Once the criteria were achieved, and the buffer was being collected, if the BSB System went outside of the criteria, the outlet was switched to drain. The pumps maintained the criteria for >90% of the time, and any deviations that occurred were due to an incorrect sampling method (data not shown).
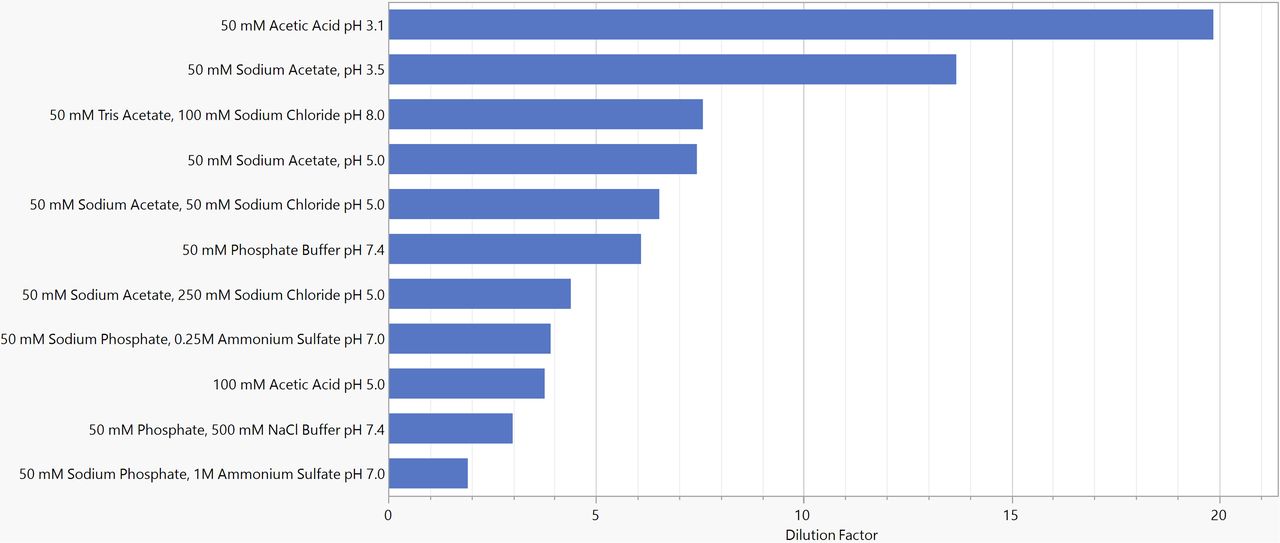
As described previously in the Materials and Methods, the Dilution Factor represents the efficiency of the BSB System and is driven by multiple factors, such as the target flow rate for the buffer, the ratio of the flow rates of the stock pump to the WFI pump, the stock concentration used, and the concentration of the buffer to be produced as well as the desired precision and accuracy of the buffer composition. Figure 14 shows the Dilution Factor achieved for the buffers and was typically over 5. Significantly higher Dilution Factors can be achieved by optimization. The lower Dilution Factors observed were due to the choice of stock solutions and therefore they do not represent the ideal concentrations. For example, if 3 M Tris, 3 M Acetic Acid and 5 M Sodium Chloride stocks had been used, a Dilution Factor of 50 could have been achieved for the 50 mM Tris-Acetate, 100 mM Sodium Chloride buffer. As shown in Table I, maximum theoretical dilution ratios (i.e., dilution ratio achieved at minimum pump flow rate) for specific stocks up to 100 can be achieved at 40 Kg/min total flow within the preferred operating ranges for each pump.

Dilution Factor (mass batch/mass stocks).
Overall, the BSB System met or exceeded the expectations with respect to accuracy and precision of producing a variety of buffers at different flow rates.
The BSB System was connected to an ÄKTAprocess chromatography skid. A sequence of buffer recipes was programmed into the BSB System and the appropriate call was preprogrammed in the ÄKTA system. The flow rates and pH/conductivity profiles for the buffers are shown in Figure 15. The data show that the BSB System was able to produce and deliver the buffers as expected. The downtime between the buffers is shown in Figure 15 and is < 2 minutes. This is in line with the time taken to switch buffers between two steps in a typical chromatography skid and does not impact the performance of the chromatography operation.
ÄKTA connected buffer production. WFI, water for injection.
BSB System Impact on Cost of Buffer Manufacture:
The BSB System represents a shift to continuous, on-demand, real-time buffer manufacture, and therefore significant cost benefits should be realized, directly and indirectly through reduction in capital and operating costs.
Because highly concentrated stock solutions are used, the preparation of these stock solutions will require significantly less time, space, labor, and equipment.
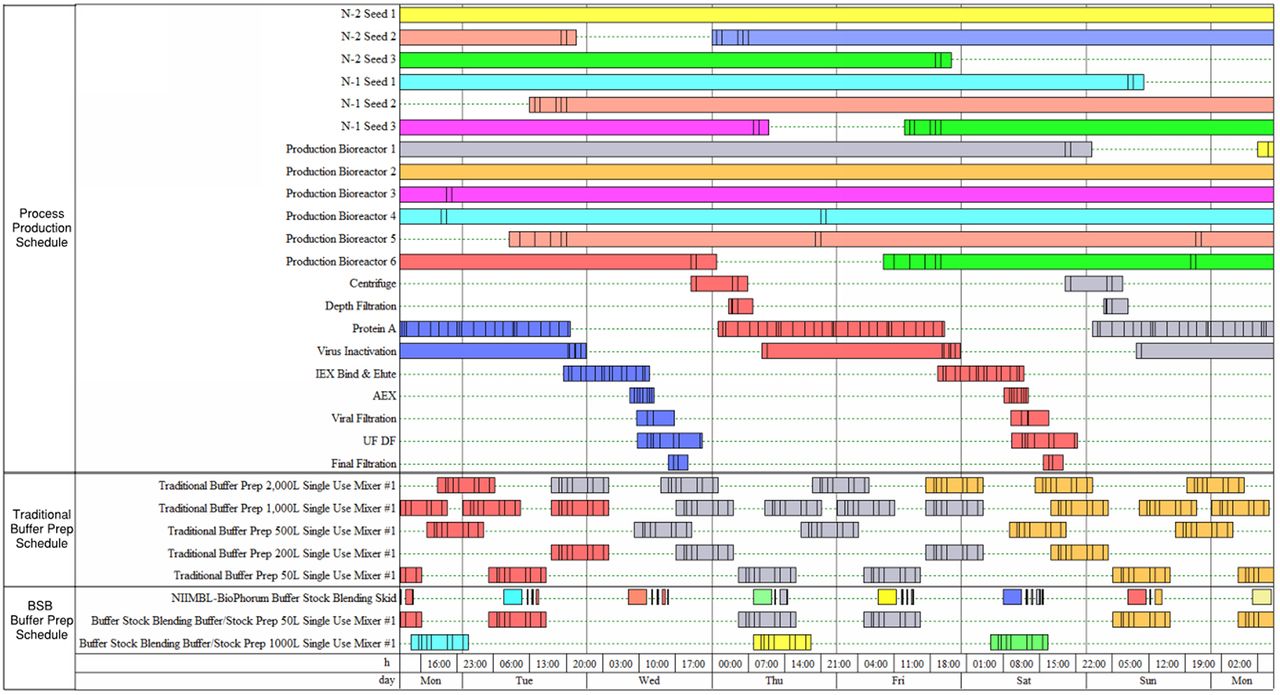
The impact on equipment utilization and operating hours is demonstrated in Figure 16, which is an equipment occupancy chart generated using SchedulePro V9.100 using the mAb SU BioPhorum TRM process (6 × 2000 L scale) as a basis. In this evaluation, buffers are prepared once per batch and stock solutions are prepared for up to 10 batches at a time. To support the process, traditional buffer preparation would require 24/7 facility operation with 4 to 5 buffer preparation stations of varying scales. Further, each buffer prep station requires dedicated equipment and space and labor. In contrast, the preparation of the concentrated stocks for the BSB System requires significantly fewer buffer prep stations and smaller scales, resulting in concomitant reduction in capital and operating cost.
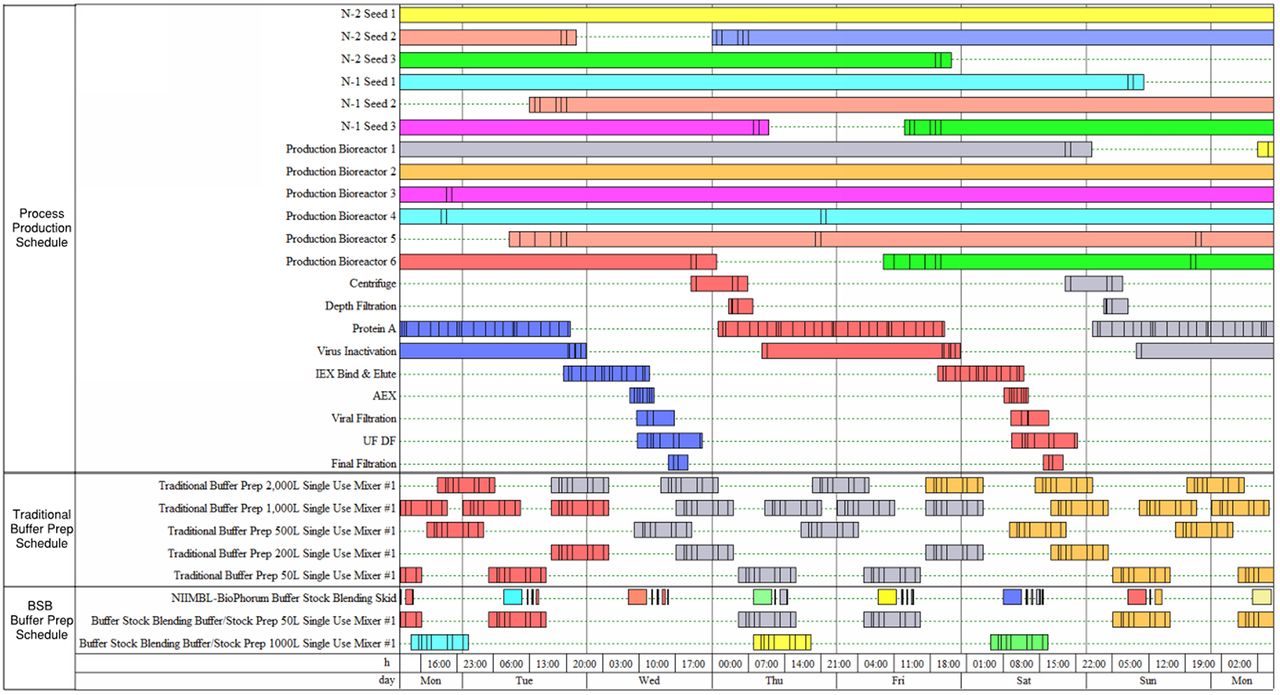
Equipment occupancy chart for various modes of buffer preparation (generated using SchedulePro V9.100).
The BSB System can produce a 4000 L batch of buffer in 2 h, and therefore 3 to 4 buffers can be produced in a shift, assuming an initial setup time of 2 to 3 h. In contrast, a traditional buffer preparation operation requires 6 to 8 h per batch. This represents a three to fourfold improvement in throughput.
The use of in-line buffer preparation philosophies has been demonstrated to have a significant economic impact with significant reductions in operating costs offsetting the initial investment required at various scales of production including both SU and SS manufacturing facilities (4, 5, 7, 12, 13).
The cost of buffer manufacture, which can vary depending on several facility-dependent considerations, can be estimated relative to traditional buffer manufacture thereby illustrating the comparative benefits of shifting buffer management strategy.
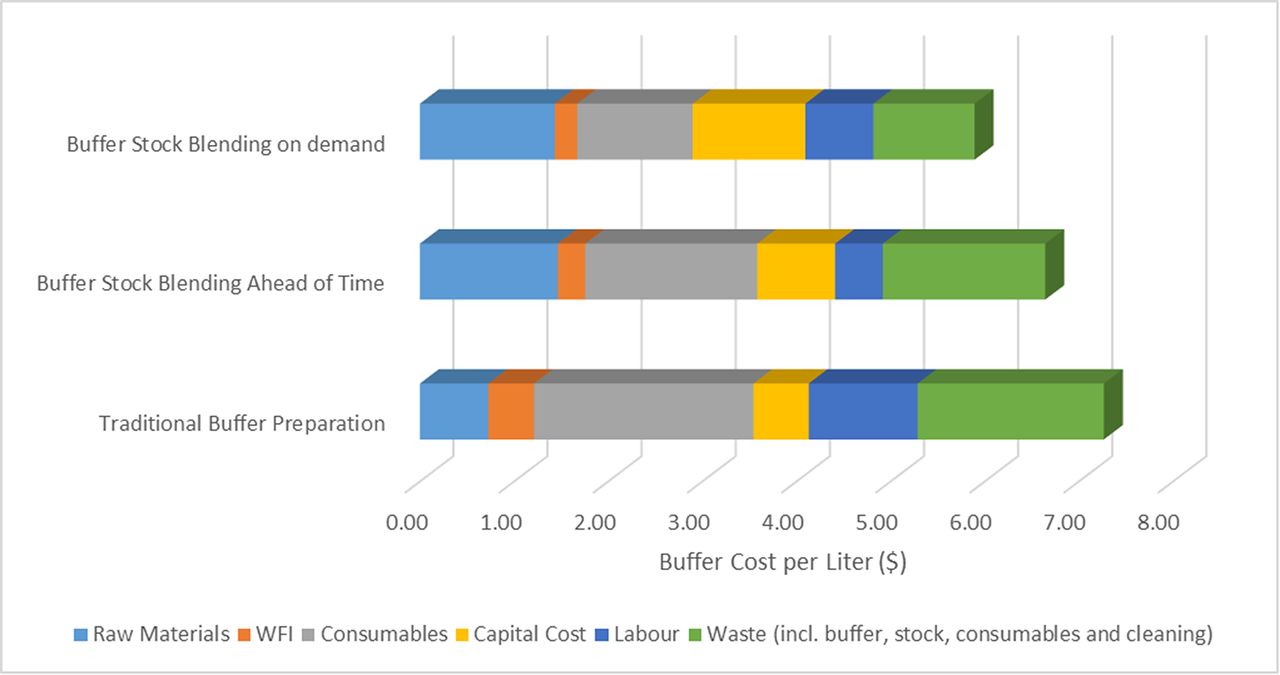
The use of buffer stock blending, both ahead of time as part of a buffer preparation area and on demand connected directly to the process, has been shown using the BioSolve Process software application to reduce the cost of buffer production significantly. The relative cost per liter of buffer produced including capital and operational costs is shown in Figure 17. Although the absolute cost of buffer preparation will vary, the difference in cost between the various preparation philosophies is significant given the large volumes of buffer required annually in a typical facility.
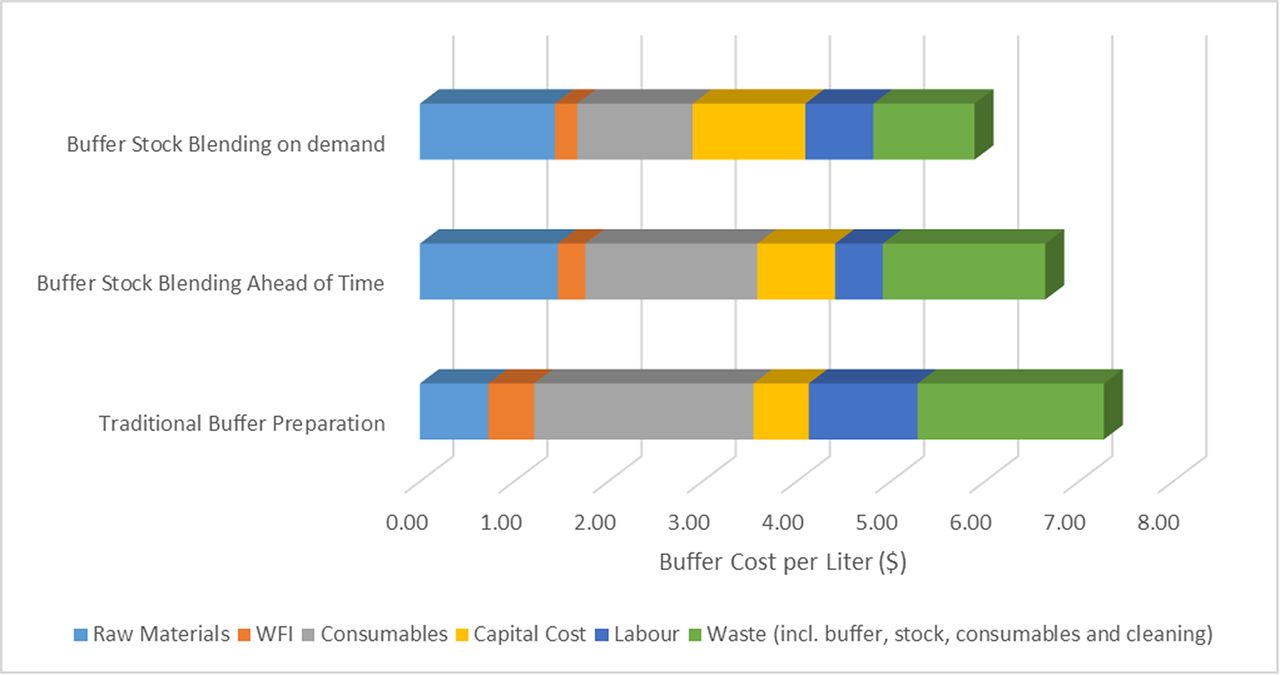
Cost comparison of buffer preparation by different methods. WFI, water for injection.
The operational savings are primarily related to a reduced number of individual solution preparations (preparation of stock solutions rather than buffers), reduced consumables usage (reduced volumes to be handled and elimination of intermediate buffer hold for on-demand processes), and a reduction in personnel required to support buffer production, even allowing for in-house preparation of stock solutions. The benefits depend on the number of stock solutions required to support the process. As the number of stock solutions relative to the number of unique buffers decreases, the benefits increase.
The initial capital investment associated with the BSB System at this scale is higher when compared to the traditional methodology. However, the ongoing operational cost savings provide a rapid return on investment and reduce the overall cost of buffer supply.
The potential savings demonstrated are based on a single-product facility with a fixed titer. The economic benefit of the BSB System will be significantly higher in multiproduct facilities, with variable titers, employing platform processes. To support a multiproduct facility, the number of individual buffer preparations required would increase significantly, which would necessitate additional buffer preparation stations. The use of stock solutions would decrease the number of unique preparations required, and given the high likelihood of at least some commonality of stock solutions between products, the relative number of unique stock solutions to the number of unique buffers required for the facility would decrease further thus giving greater economic benefit.
Discussion
A systematic evaluation of the design, performance, and cost impact of the BSB System in the manufacture of buffers has been performed. The results showed that the design specifications resulted in a system with robust operation, flexible system configuration, and seamless user experience as well as comprehensive data storage, retrieval, and analysis capabilities. Further, the BSB System can deliver buffers very efficiently (typically within <30 s from start), with a high degree of compositional accuracy (>98%) and excellent accuracy and precision of attributes (pH < 0.5% SD, conductivity <0.5% SD). The ability to seamlessly integrate with external systems and produce buffers on demand represents a significant advantage in integration into an existing operation.
The ability of the BSB System to continuously manufacture buffers with a high level of efficiency enables its use in traditionally fed batch processes, continuous processes, or intensified processes, reducing buffer prep and hold facilities, labor, equipment, and time requirements. Furthermore, the buffer can be directly fed into a process skid such as a chromatography skid or filtration skid, eliminating the need for any intermediate hold containers. This will also reduce or eliminate the need for each skid to have dedicated pumps for in-line dilution/buffers and therefore significantly simplify the design of these skids and hence reduce the cost and complexity.
The BSB System can also be used to produce buffers in a batch mode, filling SU bags or SS tanks, providing complete flexibility for use in buffer manufacturing or process suites.
Process development and the introduction of a new process into the manufacturing facility are critical path activities to introducing material into clinic. Establishing process and procedures for 15+ buffers and solutions per product can be simplified using the BSB System, where the recipes can be electronically generated, employing a small set of stock solutions. These recipes can then be quickly tested by sequencing buffer production at smaller batch sizes/throughput to ensure that the specifications are met. In addition, the delay between buffer preparation and buffer use can be avoided, as the buffers are made in near real time. The BSB System enables quick modifications, expediting change management or reacting to process upsets. The BSB System, with its inherent ability to real-time release buffers, eliminates the need for sampling, testing, review, and release of the buffer, as well as hold time studies. Elimination of buffer hold time significantly reduces the process hygiene concerns.
Overall, the use of the BSB System represents an enabling system for significant improvement in speed for manufacturing contributed through the simplification of buffer manufacture and distribution.
The BSB System has been designed with significant levels of flexibility both in the operation and design. With respect to operation, numerous control features have been parameterized to allow the advanced user extensive control over the configuration and optimization of the skid controls.
With respect to design, the BSB System allows the flexibility of swapping out pumps with similar controls if additional flow ranges are required. The BSB System can also be adapted to allow a batch of buffer to be stored in multiple bags/tanks by addition of an outlet valve array. Similarly, the System is designed to allow for additional sensors, such as Raman or near infrared (NIR), to be added with the capability to receive and process additional inputs.
In this system, the composition, which determines the pH and conductivity, is controlled highly accurately using mass flow controls, ensuring that the quality of the buffer is always maintained. This method of control is superior to pH and conductivity feedback controls as they can lead to variability in composition, which is equally important to control.
The ability to employ Process Analytical Technology (PAT) in downstream processes can be enhanced by the ability to react to measurements in real time. For example, a higher level of aggregates detected after the capture step might be addressed by appropriate change in buffer pH and/or conductivity of a subsequent purification step. With the BSB System, the recipe can be easily changed to the buffer composition to achieve the target pH and conductivity, with potential to accommodate upstream variability.
Further simplification and cost reduction can be achieved by redesign of the process through careful choice of the buffering species. It is possible to design the entire process with only 3 or 4 raw materials, like the one proposed by Ubiera et al. (14), which would minimize the number of stock solutions. In addition, if a platform process is employed, the efficiencies in a multiproduct facility can be significantly increased.
The use of the BSB System has the potential to reduce the environmental impact associated with buffer preparation while simultaneously reducing cost and increasing operational flexibility. At larger production scales, the BSB System allows for greater utilization of SU technology due to the significant reduction in volumes to be handled. In comparison with fixed SS vessels, SU technology has been demonstrated using life cycle analysis to reduce cumulative energy demand of the process as well as reduce the overall environmental impact across a wide range of environmental impact categories (2, 15, 16). At smaller scales where SU utilization is already high, the reduction in number of required preparations, reduced volumes associated with BSB, and potential elimination of buffer hold when used on demand results in significant reductions in the level of consumables required to operate, thus providing environmental benefits as well as cost savings.
The ability to quickly adjust for buffer volumes to be produced enables the BSB System to accommodate upstream productivity increases due to process intensification or continuous manufacturing. In the case of continuous multicolumn chromatography, the BSB System could be used to top off the existing buffer hold vessels at a predetermined cadence to achieve real-time continuous operation for the entire manufacturing process. In this format, the BSB System will facilitate size reduction of the buffer hold vessels thereby enabling the use of SU systems versus the need for SS tanks.
Biomanufacturing facilities, including blood purification, cell and gene therapy, virus production, and recombinant protein purification for therapeutic and nontherapeutics utilize buffer productions concepts that are similar and suffer the same bottlenecks and constraints. Given the high throughput of these production processes, on-demand buffer production could result in significant improvement in facility throughput. Lower buffer manufacturing cost can enable lower cost of goods for products such as vaccines or commoditized products.
In addition, buffer manufacturing companies will find the use of the BSB System very efficient and cost-effective, as large batches of buffers can be produced and filled into appropriate containers. This approach should result in consistent batches and reduced buffer preparation equipment and footprint.
Overall, the BSB System has been demonstrated to have design features, performance, and flexibility with significant positive impacts on cost, flexibility, speed, and quality for the manufacture of biologics.
Conclusion
In addressing the key drivers for the future of biomanufacturing, namely flexibility, speed, cost, and quality, support activities such as buffer preparation are as critical as process technologies. A system for the manufacture of buffers with a significant potential to improve efficiencies has been designed, developed, built, and tested. The BSB System has the capability and quality to be deployed in cGMP manufacturing facilities and produce buffers continuously in the range of 10 Kg/min to 50 Kg/min very accurately.
The design of the BSB System enables flexibility through the availability of four stock pumps, each with four inlet ports, with the ability to produce up to a four-component buffer, from highly-concentrated stock solutions. The BSB System design includes a built-in WFI break tank, as well as the capability to self-clean with hydroxide, eliminating the need for an external CIP skid. The BSB System incorporates the best-in-class Coriolis mass flow meters for feedback control with the ability to achieve a very high degree of compositional accuracy. The use of an advanced Process Automation Controller based system architecture, with the ability to enable both local and remote control, as well as a robust database driven historian, coupled with software logic incorporating the S88 standards ensures that the BSB System can be adapted, extended, and integrated into any distributed control system.
The BSB System's performance was evaluated through a series of full-scale buffer batches for a typical mAb process. The results show that multicomponent buffers can be produced with compositional accuracy of >99% achieving acceptable pH and conductivity ranges within the ±0.1pH units and ±10% conductivity specifications of traditional processes)(7). The BSB System can achieve dilution ratios of over 150× and in this demonstration, using a set of nonoptimized stock solutions and representative buffers, a mean dilution ratio of over 10 was achieved. The BSB System can typically deliver buffers within 30 s from start, controlled either locally or through an external system. The high dilution ratio enables production of buffers of significantly large volumes and therefore results in minimal wastage of stock solutions, with <5% wasted with a buffer preparation volume of 200 L and <1% with a 3000 L buffer preparation. The BSB System can be used to directly supply other external systems (such as a chromatography skid), and this has been successfully demonstrated. A sequence of buffers, even belonging to different buffer families and with external control, can be produced, fed to the external skid, and transitioned within 120 s of each other.
A detailed analysis of the impact shows that use of the BSB System can result in significant cost savings of >15% over traditional manufacture, reduced operational footprint (reduced buffer preparation area and equipment), as well as exceptional flexibility in addressing changing needs due to process changes, upsets, or campaign changeovers or scale changes.
Although the BSB System has been designed with its use in cGMP manufacturing environments for biotherapeutic manufacturing, the design, capabilities, performance, and cost should enable its adoption in much broader applications such as vaccine plasma purification, enzyme, and other pharmaceutical manufacturing environments, as well as an enable its use for large scale buffer manufacture for distribution.
We note that the vision, design, and testing behind the BSB System is a result of the consensus of a cross-functional team comprising equipment manufacturers, engineering firms, small and large biopharmaceutical companies, nonprofits, as well as automation hardware experts. The BSB System is a first of its kind in terms of the open-source availability of technology, data, and documentation intended to democratize the technology and accelerate the adoption of this key piece of manufacturing innovation, which will enable the fast and efficient manufacture of biopharmaceuticals.
Conflict of Interest Declaration
The authors declare no competing interests.
Acknowledgements
The authors would like to acknowledge the assistance of Melissa Scott (NIIMBL) for important contributions in this work. The authors would also like to thank the BioPhorum TRM Buffer Management Team with a special thanks to Danièle Wiseman (BioPhorum) for facilitating the Buffer Preparation workstream in this collaboration and Phil deVilmorin (Biogen) for contributions in preparing the manuscript. This work was performed under a Project Award Agreement from the National Institute for Innovation in Manufacturing Biopharmaceuticals (NIIMBL) and financial assistance award 70NANB17H002 from the U.S. Department of Commerce, National Institute of Standards and Technology.
- © PDA, Inc. 2023




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}